Điện điều khiển máy tự động: thành phần cần hiểu
Điện điều khiển máy tự động: những thành phần doanh nghiệp nên hiểu
Khi đầu tư một chiếc máy tự động cho nhà máy, doanh nghiệp thường nghe đơn vị chế tạo nhắc đến PLC, HMI, biến tần, encoder, cảm biến… nhưng không phải ai cũng hiểu rõ từng thành phần đóng vai trò gì, và quan trọng hơn — chúng ảnh hưởng thế nào đến hiệu quả vận hành hàng ngày. Hiểu về điện điều khiển máy tự động không có nghĩa là phải trở thành kỹ sư điện. Nhưng nắm được những thành phần cốt lõi sẽ giúp doanh nghiệp đặt đúng câu hỏi, đánh giá đúng nhà cung cấp, và phối hợp tốt hơn trong suốt quá trình thiết kế, chế tạo và vận hành.
Bài viết này giải thích các thành phần chính của hệ thống điện điều khiển trong máy công nghiệp tự động, vai trò thực tế của từng thành phần, và những điều doanh nghiệp nên lưu ý khi trao đổi với đơn vị chế tạo.
Điện điều khiển máy tự động gồm những gì?
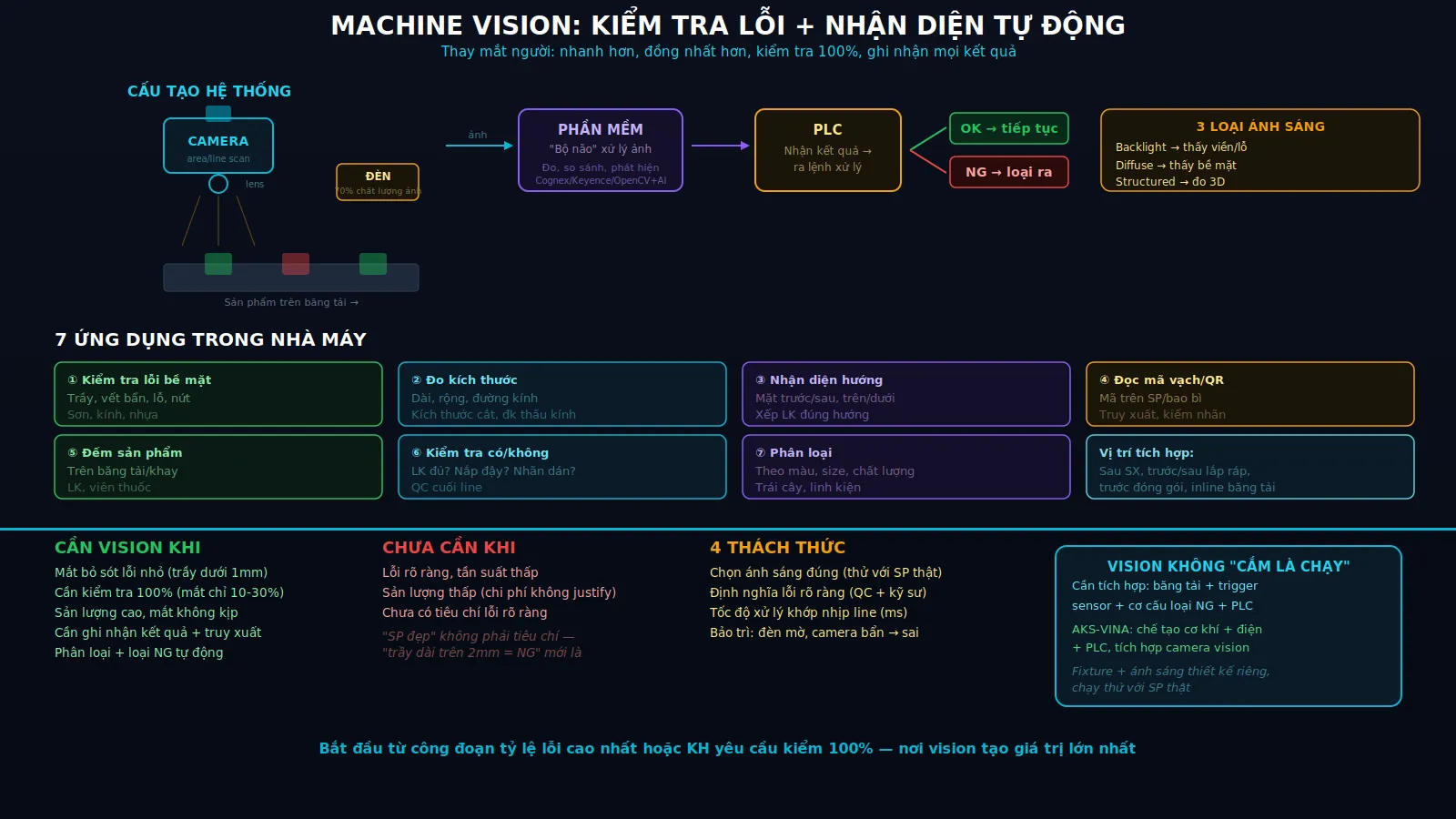
Hệ thống điện điều khiển là "bộ não và hệ thần kinh" của máy — nhận tín hiệu, xử lý logic, ra lệnh cho cơ cấu cơ khí hoạt động. Dưới đây là các thành phần chính mà doanh nghiệp nên nắm:
1. PLC (Bộ điều khiển lập trình) PLC là trung tâm điều khiển. Nó nhận tín hiệu từ cảm biến, xử lý theo chương trình đã lập, rồi ra lệnh cho các cơ cấu chấp hành (motor, xy-lanh, van khí nén…). Mọi logic hoạt động của máy — từ trình tự thao tác, điều kiện dừng khẩn cấp, đến phối hợp nhịp giữa các cụm — đều nằm trong chương trình PLC.
Doanh nghiệp nên biết: hãng PLC nào được dùng (để đánh giá khả năng tìm linh kiện thay thế và hỗ trợ kỹ thuật về sau), và chương trình PLC có được bàn giao hay không.
2. HMI (Màn hình giao diện vận hành) HMI là "bảng điều khiển" mà người vận hành tương tác hàng ngày: bấm chạy/dừng, chọn chế độ, nhập thông số, xem trạng thái máy và cảnh báo lỗi. Một HMI thiết kế rõ ràng giúp người vận hành thao tác nhanh, giảm lỗi thao tác, và xử lý sự cố kịp thời.
Doanh nghiệp nên biết: giao diện có dễ hiểu với nhân sự vận hành không, có hiển thị mã lỗi cụ thể hay chỉ báo chung chung.
3. Cảm biến (Sensor) Cảm biến là "giác quan" của máy — phát hiện sản phẩm có mặt hay không, đo khoảng cách, đo nhiệt độ, đo áp suất, phát hiện màu sắc hay đếm số lượng. Máy tự động hoạt động chính xác được nhờ cảm biến gửi thông tin liên tục cho PLC.
Loại cảm biến phổ biến: cảm biến tiệm cận, cảm biến quang, cảm biến áp suất, encoder (đo vị trí/tốc độ quay), cảm biến nhiệt độ.
4. Biến tần (Inverter / VFD) Biến tần điều khiển tốc độ quay của motor. Thay vì motor chạy một tốc độ cố định, biến tần cho phép tăng/giảm tốc mượt, phối hợp nhịp giữa các công đoạn, và tiết kiệm điện khi không cần chạy tốc độ tối đa.
Trong dây chuyền sản xuất tự động, biến tần giúp tốc độ băng tải khớp với nhịp máy xử lý, tốc độ quấn màng phù hợp với kích thước pallet, hoặc tốc độ cấp sản phẩm đồng bộ với máy đóng đai.
5. Servo motor và stepper motor Đây là các loại motor cho phép điều khiển vị trí và tốc độ chính xác cao. Servo motor thường dùng khi cần định vị chính xác (ví dụ: đầu bôi keo di chuyển theo biên dạng, cơ cấu cắt dừng đúng vị trí). Stepper motor phù hợp với ứng dụng cần định vị ở mức độ vừa phải với chi phí thấp hơn.
6. Tủ điện điều khiển Tủ điện là nơi tập trung tất cả thiết bị điện: PLC, rơ-le, contactor, aptomat, nguồn, cầu đấu dây… Một tủ điện được bố trí gọn gàng, đánh dấu rõ ràng giúp kỹ thuật viên bảo trì dễ dàng — ngược lại, tủ điện lộn xộn là dấu hiệu đáng lo ngại về chất lượng tổng thể.
7. Hệ thống an toàn Bao gồm nút dừng khẩn cấp (E-stop), rơ-le an toàn, cảm biến cửa bảo vệ, rèm quang an toàn… Đây là phần bắt buộc, không phải tùy chọn, đặc biệt trong các nhà máy tuân thủ tiêu chuẩn an toàn lao động.
Bảng tổng hợp: vai trò từng thành phần
| Thành phần | Vai trò | Doanh nghiệp nên hỏi |
|---|---|---|
| PLC | Xử lý logic, điều khiển trình tự | Hãng nào? Chương trình có bàn giao không? |
| HMI | Giao diện vận hành | Có hiển thị mã lỗi cụ thể không? Ngôn ngữ nào? |
| Cảm biến | Thu thập tín hiệu từ dây chuyền | Loại cảm biến nào? Có phổ biến để thay thế không? |
| Biến tần | Điều khiển tốc độ motor | Hãng nào? Công suất bao nhiêu? |
| Servo/stepper | Định vị chính xác | Ứng dụng nào cần servo, ứng dụng nào dùng stepper? |
| Tủ điện | Tập trung thiết bị điện | Bố trí có rõ ràng? Có sơ đồ đi dây không? |
| Hệ thống an toàn | Bảo vệ người vận hành | Có đủ E-stop, rơ-le an toàn, rèm quang không? |
Vì sao doanh nghiệp nên hiểu phần điện điều khiển?
Không phải để tự lập trình hay tự sửa — mà vì ba lý do thực tế:
Đánh giá đúng khi chọn đơn vị chế tạo. Khi biết PLC là gì, cảm biến đóng vai trò gì, doanh nghiệp có thể đặt câu hỏi cụ thể thay vì chỉ nhìn giá và hình máy. Hai báo giá giá gần nhau nhưng một dùng PLC uy tín kèm cảm biến chính hãng, một dùng linh kiện rẻ — sự khác biệt hiện rõ khi máy chạy dài hạn.
Phối hợp hiệu quả trong quá trình thiết kế. Khi hiểu các thành phần, doanh nghiệp có thể trao đổi rõ ràng hơn về yêu cầu: cần bao nhiêu chế độ chạy, giao diện HMI hiển thị gì, muốn điều khiển tốc độ riêng cho từng công đoạn hay không.
Chủ động hơn khi bảo trì và vận hành. Đội kỹ thuật nội bộ hiểu được sơ đồ điện, biết cách đọc mã lỗi trên HMI, biết thay cảm biến hỏng — sẽ giảm thời gian dừng máy và giảm phụ thuộc vào đơn vị bên ngoài cho những sự cố cơ bản.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Line đóng gói tự động: Một line đóng gói gồm máy cấp thùng carton, máy dán băng keo và máy đóng đai. Phần điện điều khiển cần phối hợp nhịp ba máy: cảm biến phát hiện thùng đến, PLC ra lệnh dán băng keo, thùng di chuyển sang đóng đai — tất cả đồng bộ qua tín hiệu I/O giữa các PLC hoặc qua một PLC trung tâm. Biến tần điều khiển tốc độ băng tải giữa các máy để thùng không ùn ứ hoặc cách quá xa.
Tình huống 2 — Máy bôi keo tự động theo biên dạng: Đầu bôi keo cần di chuyển theo biên dạng sản phẩm với độ chính xác cao. Phần điều khiển sử dụng servo motor cho trục X-Y, encoder phản hồi vị trí, PLC xử lý quỹ đạo, và cảm biến xác nhận sản phẩm đã vào jig trước khi bôi. Nếu một trong các thành phần này không phù hợp — ví dụ dùng motor thường thay vì servo — đường keo sẽ lệch.
Tình huống 3 — Máy quấn màng pallet: Biến tần điều khiển tốc độ quay bàn xoay và tốc độ nâng hạ cột quấn. Cảm biến phát hiện chiều cao pallet để cột quấn dừng đúng vị trí. HMI cho phép người vận hành chọn chương trình quấn khác nhau cho các loại pallet. Tất cả phối hợp qua PLC.
Lưu ý: Các tình huống trên mang tính minh họa. Cấu hình điện điều khiển cụ thể tùy thuộc vào yêu cầu thực tế.
Khi nào doanh nghiệp nên đặc biệt quan tâm đến phần điện điều khiển?
Phần điện điều khiển luôn quan trọng, nhưng cần chú ý đặc biệt khi:
- Đầu tư máy công nghiệp theo yêu cầu — phần điện được thiết kế từ đầu nên cần thẩm định kỹ.
- Dây chuyền gồm nhiều máy cần phối hợp nhịp — đòi hỏi giao tiếp tín hiệu giữa các thiết bị.
- Ứng dụng cần độ chính xác cao (cắt, bôi keo, định vị, đếm).
- Nhà máy có yêu cầu về truy xuất dữ liệu sản xuất, kết nối với hệ thống MES/SCADA.
- Muốn giải pháp tự động hóa có khả năng nâng cấp, bổ sung chức năng về sau.
- Cần tuân thủ tiêu chuẩn an toàn điện cho máy công nghiệp.
Những điều nên trao đổi rõ với đơn vị chế tạo
Trước khi chốt phương án, doanh nghiệp nên yêu cầu làm rõ:
- Hãng PLC, biến tần, servo, cảm biến được sử dụng — để đánh giá khả năng tìm linh kiện thay thế.
- Chương trình PLC và sơ đồ điện có được bàn giao sau nghiệm thu không — đây là tài liệu cần thiết cho bảo trì về sau.
- Giao diện HMI có thiết kế theo ngôn ngữ và logic vận hành của nhà máy không.
- Có sơ đồ đấu nối (wiring diagram) và danh sách I/O không — để đội kỹ thuật nội bộ nắm được.
- Hệ thống an toàn đã đáp ứng yêu cầu vận hành và tiêu chuẩn an toàn chưa.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Phần điện điều khiển không tồn tại độc lập — nó phải khớp với phần cơ khí, với jig fixture, với layout dây chuyền. Nếu đơn vị thiết kế điện khác đơn vị chế tạo cơ khí, rủi ro "điện một nơi, cơ khí một nẻo" là rất thực tế.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Thiết kế điện đồng bộ với cơ khí: Cùng đội ngũ thiết kế cả hai phần, nên vị trí cảm biến, hành trình xy-lanh, tốc độ motor đều được tính toán khớp với kết cấu cơ khí.
- Lập trình gắn liền với thực tế vận hành: Chương trình PLC và giao diện HMI được lập dựa trên quy trình sản xuất thật của nhà máy, không phải chương trình mẫu chung.
- Bàn giao đầy đủ tài liệu: Sơ đồ điện, danh sách I/O, hướng dẫn vận hành được bàn giao cùng máy.
- Hỗ trợ bảo trì dài hạn: Khi cần sửa chữa hoặc nâng cấp phần điện, đơn vị chế tạo có chương trình gốc và hiểu toàn bộ hệ thống.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Cả phần cơ khí lẫn phần điện điều khiển đều được thiết kế và thi công bởi cùng một đội ngũ, đảm bảo sự đồng bộ từ thiết kế đến vận hành.
Kết luận
Điện điều khiển máy tự động là phần quyết định máy "nghĩ" được gì, "phản ứng" thế nào, và vận hành thông minh đến đâu. Hiểu các thành phần cốt lõi — PLC, HMI, cảm biến, biến tần, servo, tủ điện, hệ thống an toàn — giúp doanh nghiệp đánh giá đúng chất lượng máy, phối hợp hiệu quả với đơn vị chế tạo, và chủ động hơn trong bảo trì vận hành.
Không cần trở thành chuyên gia điện — chỉ cần biết đủ để đặt đúng câu hỏi và đưa ra quyết định đầu tư sáng suốt.
Nếu doanh nghiệp đang cần tư vấn về giải pháp tự động hóa với hệ thống điện điều khiển phù hợp thực tế nhà máy, AKS-VINA sẵn sàng khảo sát và đề xuất phương án.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.