Tự động hóa line lắp ráp: Tốc độ và kiểm soát lỗi
Tự Động Hóa Line Lắp Ráp: Làm Thế Nào Để Vừa Tăng Tốc Độ Vừa Kiểm Soát Được Lỗi?
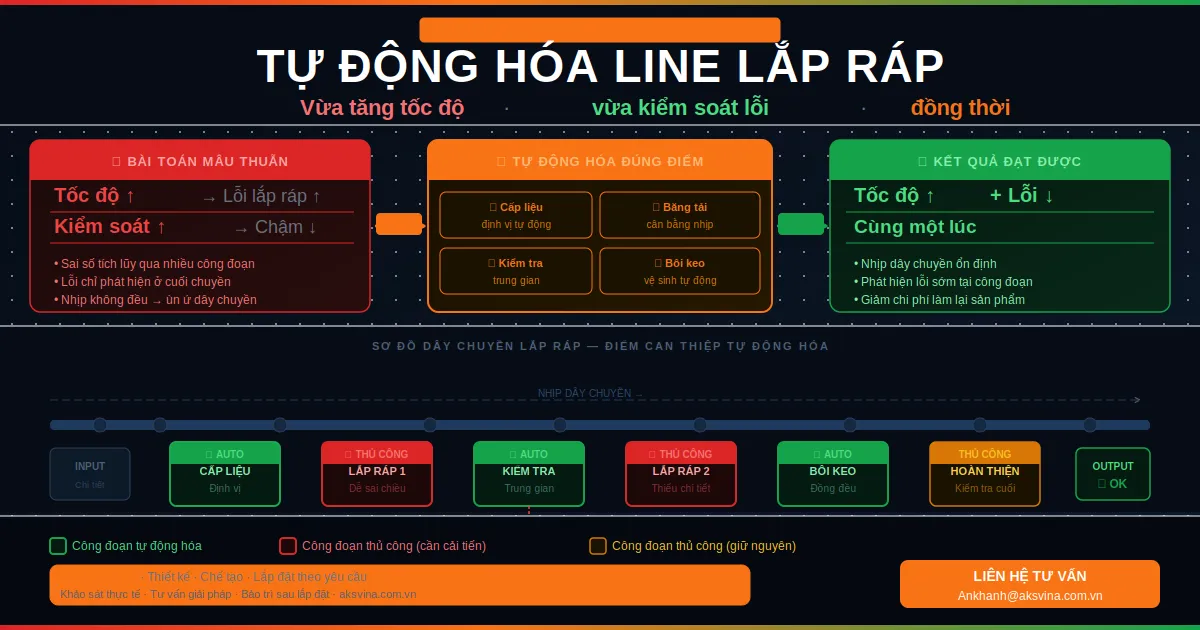
Trong sản xuất lắp ráp, có một mâu thuẫn mà quản lý nhà máy nào cũng từng đối mặt: đẩy nhanh tốc độ thì tỷ lệ lỗi tăng, còn siết chặt kiểm soát chất lượng thì năng suất lại giảm. Hai mục tiêu này tưởng như đối lập, nhưng thực tế có thể cân bằng được nếu dây chuyền được thiết kế và vận hành đúng cách.
Tự động hóa line lắp ráp không chỉ đơn giản là thay thế tay người bằng máy. Ở mức độ triển khai phù hợp, nó có thể giúp nhà máy duy trì nhịp độ ổn định, giảm sai số do yếu tố con người, và tạo ra điều kiện để kiểm soát lỗi ngay trong quá trình sản xuất — thay vì chỉ phát hiện ở khâu kiểm tra cuối chuyền.
Bài viết này phân tích nguyên nhân tại sao tốc độ và kiểm soát lỗi thường xung đột nhau trong line lắp ráp thủ công, các hướng tiếp cận tự động hóa phù hợp với từng quy mô, và những yếu tố cần cân nhắc khi thiết kế hoặc cải tiến dây chuyền.
Vì sao tốc độ và kiểm soát lỗi thường xung đột trong lắp ráp thủ công?
Trong một line lắp ráp chạy thủ công, tốc độ sản xuất phụ thuộc trực tiếp vào nhịp làm việc của từng người. Khi áp lực sản lượng tăng, một số vấn đề dễ xảy ra:
- Rút ngắn thao tác kiểm tra giữa các bước: Công nhân bỏ qua bước xác nhận trung gian để giữ nhịp, dẫn đến lỗi lắp ráp không được phát hiện sớm.
- Sai số tích lũy qua nhiều công đoạn: Một chi tiết lắp lệch ở bước đầu có thể kéo theo sai lệch ở các bước tiếp theo, nhưng chỉ phát hiện được ở cuối dây chuyền.
- Nhịp độ không đều giữa các vị trí: Một vị trí làm nhanh hơn có thể gây ùn ứ hoặc thiếu sản phẩm cho vị trí liền kề, phá vỡ cân bằng dây chuyền.
- Kiểm soát lỗi phụ thuộc vào người kiểm tra cuối: Khi phát hiện lỗi ở đây, chi phí xử lý (tháo ra, làm lại) thường cao hơn nhiều so với việc phát hiện ngay tại công đoạn phát sinh.
Những vấn đề này không phải do nhân sự kém, mà là giới hạn cấu trúc của dây chuyền thủ công khi vận hành ở tốc độ cao.
Tự động hóa line lắp ráp giải quyết bài toán này như thế nào?
Tự động hóa không nhất thiết phải thay thế toàn bộ thao tác thủ công. Ở nhiều nhà máy, hiệu quả thực sự đến từ việc tự động hóa đúng điểm — những vị trí mà lỗi dễ xảy ra nhất hoặc gây hậu quả lớn nhất nếu bỏ sót.
Tự động hóa cấp liệu và định vị
Đưa chi tiết vào đúng vị trí, đúng chiều, đúng lực là yêu cầu cơ bản trong lắp ráp. Nếu công đoạn này vẫn thực hiện thủ công, xác suất đặt sai chiều hoặc đặt không đúng vị trí sẽ xuất hiện theo tần suất nhất định, đặc biệt khi chi tiết nhỏ hoặc khi công nhân làm việc kéo dài.
Tự động hóa cấp liệu giúp ổn định vị trí đầu vào của từng chi tiết, tạo điều kiện cho các bước lắp ráp tiếp theo diễn ra chính xác hơn.
Tích hợp kiểm tra ngay trong dây chuyền
Thay vì dồn toàn bộ kiểm tra về cuối chuyền, có thể bố trí các điểm xác nhận trung gian sau mỗi công đoạn quan trọng. Khi phát hiện sai lệch tại điểm này, sản phẩm được tách ra ngay, không tiếp tục đi qua các công đoạn sau — giảm chi phí làm lại và tránh lỗi tích lũy.
Cân bằng nhịp dây chuyền bằng cơ khí
Một trong những nguyên nhân gây lỗi trong line lắp ráp là nhịp độ không đồng đều giữa các trạm. Các cụm cơ khí như băng tải, bộ đệm sản phẩm, hệ thống đẩy/kéo có thể giúp điều tiết dòng chảy sản phẩm giữa các vị trí, tránh tình trạng thừa thiếu cục bộ làm rối nhịp toàn dây chuyền.
Tự động hóa công đoạn bôi keo, vệ sinh, ghép nối lặp lại
Những thao tác này thường có yêu cầu đồng đều cao (lượng keo, vị trí bôi, lực ghép) nhưng rất khó kiểm soát bằng tay trong môi trường nhịp nhanh. Tự động hóa những công đoạn này giúp duy trì tiêu chuẩn đầu ra nhất quán hơn qua từng ca, từng lô.
Ví dụ ứng dụng trong nhà máy sản xuất
Trong một tình huống điển hình tại nhà máy sản xuất thiết bị điện tử hoặc linh kiện cơ khí, line lắp ráp có 8–10 trạm thủ công. Tốc độ mỗi trạm không đồng đều, dẫn đến ùn ứ ở một số vị trí và thiếu sản phẩm ở vị trí khác. Tỷ lệ lỗi lắp ráp sai chiều hoặc thiếu chi tiết dao động theo ca, và phần lớn chỉ được phát hiện ở bước kiểm tra cuối.
Khi cải tiến dây chuyền này, hướng tiếp cận được đề xuất không phải thay toàn bộ bằng robot, mà là:
- Bổ sung băng tải điều tiết tốc độ giữa các trạm, giúp cân bằng nhịp dây chuyền.
- Tự động hóa công đoạn cấp chi tiết nhỏ dễ nhầm chiều tại 2–3 trạm có tỷ lệ lỗi cao nhất.
- Thêm điểm xác nhận trung gian sau công đoạn lắp ghép chính, trước khi sản phẩm chuyển sang bước hoàn thiện.
Kết quả kỳ vọng là nhịp dây chuyền ổn định hơn, giảm tỷ lệ lỗi phát hiện muộn, và giảm thời gian xử lý sản phẩm làm lại — mà không cần thay đổi toàn bộ cấu hình line hiện có.
Khi nào doanh nghiệp nên xem xét tự động hóa line lắp ráp?
Không phải mọi line lắp ráp đều cần tự động hóa ngay. Dưới đây là một số dấu hiệu thực tế cho thấy đây là thời điểm phù hợp để đánh giá lại dây chuyền:
- Tỷ lệ lỗi lắp ráp không giảm dù đã tăng cường đào tạo nhân sự và kiểm tra cuối chuyền.
- Dây chuyền thường xuyên bị gián đoạn do ùn ứ ở một vài vị trí cụ thể.
- Sản lượng cần tăng nhưng không thể mở rộng mặt bằng hoặc thêm ca theo tỷ lệ tương ứng.
- Có một số công đoạn lặp lại hoàn toàn, yêu cầu độ chính xác cao nhưng hiện vẫn làm thủ công.
- Khách hàng yêu cầu giảm tỷ lệ hàng lỗi thoát ra hoặc cần truy xuất nguồn gốc lỗi theo lô.
Ngược lại, nếu sản phẩm biến động nhiều về cấu hình giữa các đơn hàng, hoặc sản lượng còn thấp và dây chuyền chưa ổn định về quy trình, thì ưu tiên nên là chuẩn hóa thao tác trước khi đưa vào tự động hóa.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Tự động hóa line lắp ráp thường đòi hỏi sự điều chỉnh cao — vì mỗi dây chuyền có đặc thù riêng về sản phẩm, mặt bằng, tốc độ và yêu cầu chất lượng. Thiết bị tiêu chuẩn đôi khi không khớp với điều kiện thực tế, dẫn đến phải chỉnh sửa nhiều sau khi lắp đặt hoặc vận hành không đạt kỳ vọng.
Khi làm việc với đơn vị vừa có năng lực thiết kế, chế tạo máy công nghiệp theo yêu cầu, vừa trực tiếp setup line và căn chỉnh dây chuyền sản xuất, doanh nghiệp có thể kỳ vọng:
- Giải pháp được thiết kế sát với thực tế của nhà máy, không phải điều chỉnh quy trình để phù hợp với thiết bị mua sẵn.
- Tích hợp vào dây chuyền hiện có mà không cần phá vỡ toàn bộ cấu hình đang chạy.
- Điều chỉnh và hiệu chỉnh trong quá trình chạy thử được thực hiện bởi đơn vị thiết kế ra chính thiết bị đó, rút ngắn thời gian đưa vào vận hành ổn định.
- Hỗ trợ bảo trì, cải tiến dây chuyền sản xuất theo nhu cầu thực tế, không chỉ dừng ở bàn giao.
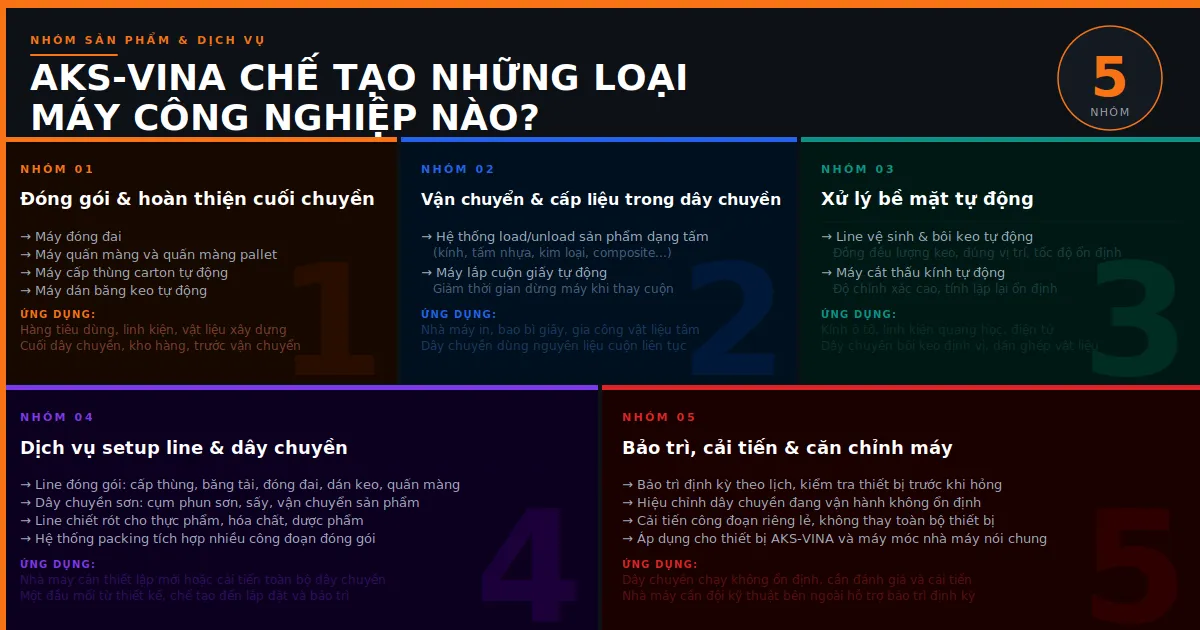
AKS-VINA hoạt động trong lĩnh vực chế tạo máy móc phụ trợ ngành công nghiệp, với kinh nghiệm thiết kế và chế tạo máy theo yêu cầu, cùng năng lực trực tiếp lắp đặt, setup và căn chỉnh dây chuyền tại nhà máy. Đối với các công đoạn trong line lắp ráp liên quan đến cấp liệu, bôi keo, vệ sinh tự động, hệ thống load/unload hay cân bằng nhịp dây chuyền bằng cơ khí, AKS-VINA có thể khảo sát thực tế và đề xuất phương án phù hợp với điều kiện cụ thể.
Những câu hỏi cần làm rõ trước khi cải tiến line lắp ráp
Trước khi quyết định đầu tư, doanh nghiệp nên chuẩn bị thông tin để làm cơ sở tư vấn:
- Đặc điểm sản phẩm lắp ráp: Số lượng chi tiết, kích thước, yêu cầu lực lắp, mức độ biến thể giữa các SKU.
- Vị trí phát sinh lỗi chủ yếu: Lỗi xảy ra nhiều nhất ở công đoạn nào, loại lỗi là gì?
- Nhịp sản xuất hiện tại và mục tiêu: Tốc độ hiện tại là bao nhiêu sản phẩm/giờ? Mục tiêu cần đạt là gì?
- Mặt bằng và không gian: Dây chuyền hiện có khoảng cách các trạm như thế nào, có thể điều chỉnh bố cục không?
- Kế hoạch mở rộng sản phẩm: Có thêm dòng sản phẩm mới trong 1–2 năm tới không, và dây chuyền có cần linh hoạt để chuyển đổi không?
Những thông tin này giúp đơn vị tư vấn xác định đúng điểm can thiệp, thay vì đề xuất giải pháp dàn trải không đúng trọng tâm.
Kết luận
Tự động hóa line lắp ráp hiệu quả không phải là tự động hóa càng nhiều càng tốt, mà là tự động hóa đúng điểm — những công đoạn mà lỗi xảy ra thường xuyên nhất, hoặc ảnh hưởng lớn nhất đến chất lượng đầu ra và nhịp dây chuyền. Khi làm đúng, tốc độ và kiểm soát lỗi không còn là hai mục tiêu mâu thuẫn mà trở thành hai kết quả đến từ cùng một hệ thống được thiết kế hợp lý.
Nếu nhà máy của bạn đang gặp vấn đề với nhịp dây chuyền lắp ráp hoặc muốn đánh giá lại cấu hình line hiện tại, AKS-VINA sẵn sàng khảo sát thực tế và tư vấn phương án cụ thể — không cam kết trước, chỉ cần một buổi trao đổi để hiểu đúng bài toán của nhà máy bạn.
Liên hệ tư vấn: Ankhanh@aksvina.com.vn Xưởng sản xuất: Lô A1-11 Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội Website: aksvina.com.vn