Hệ thống packing tự động: hạng mục trong line đóng gói

Hệ thống packing tự động: các hạng mục thường có trong một line đóng gói
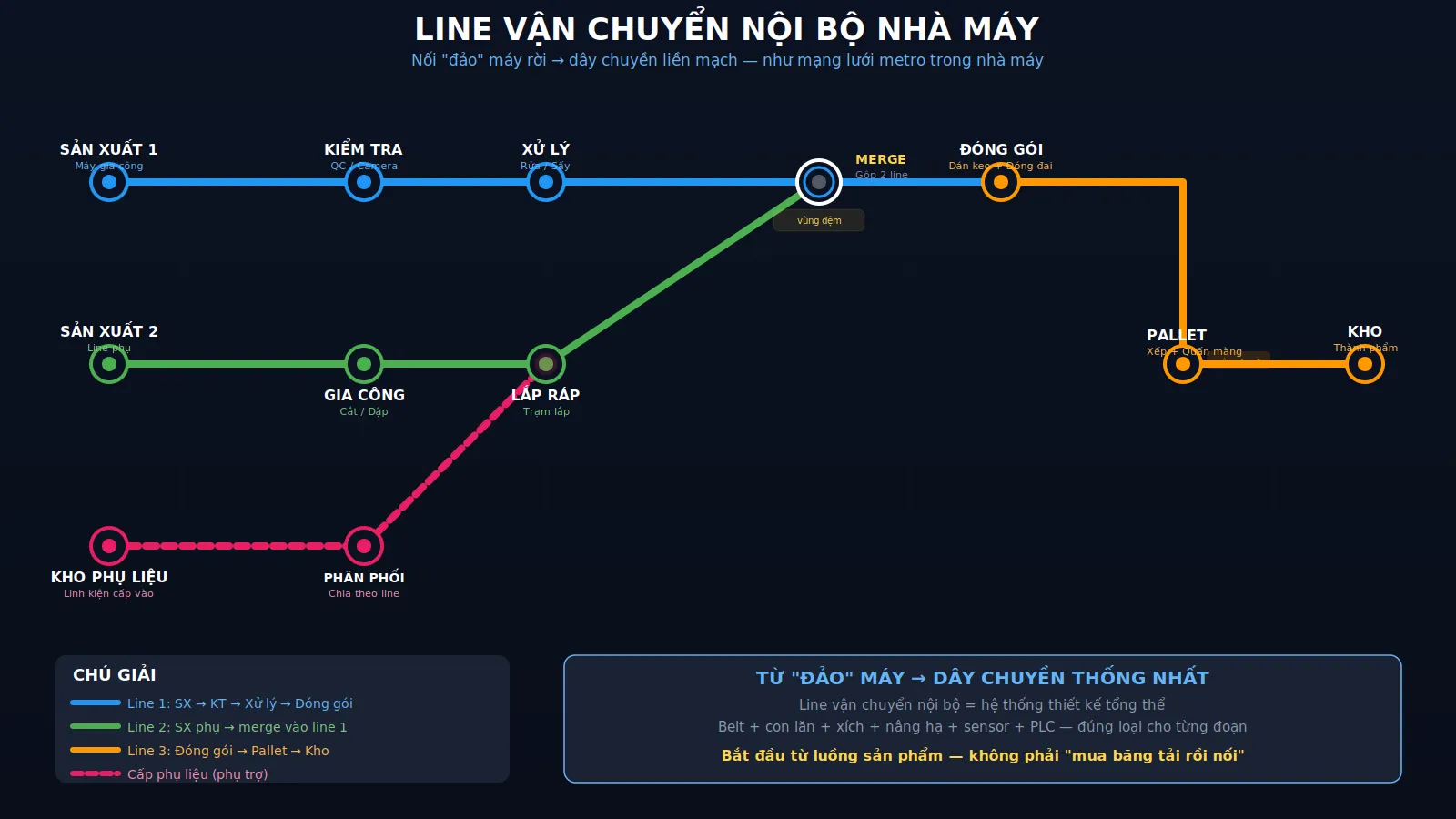
Khi doanh nghiệp nói "cần một line đóng gói", ý thực tế thường không phải "mua một chiếc máy" — mà là một hệ thống gồm nhiều máy và thiết bị phối hợp: cấp thùng, cho sản phẩm vào, dán keo, đóng đai, dán nhãn, xếp pallet, quấn màng. Mỗi hạng mục có vai trò riêng, và tất cả cần chạy cùng nhịp, cùng chiều cao, cùng tín hiệu. Đó chính là hệ thống packing tự động — không phải tổ hợp máy rời, mà là một dây chuyền được thiết kế đồng bộ từ đầu đến cuối.
Bài viết này giúp doanh nghiệp hiểu một line đóng gói hoàn chỉnh gồm những gì, từng hạng mục đóng vai trò nào, và cần lưu ý gì khi lên kế hoạch đầu tư.
Một hệ thống packing tự động điển hình gồm những gì?
Không phải mọi line đóng gói đều giống nhau — phạm vi phụ thuộc vào sản phẩm, quy mô, và mức độ tự động hóa mong muốn. Tuy nhiên, dưới đây là các hạng mục phổ biến nhất:
| STT | Hạng mục | Chức năng |
|---|---|---|
| 1 | Máy cấp thùng carton | Lấy thùng từ chồng, dựng hình, đưa vào line |
| 2 | Cơ cấu cho sản phẩm vào thùng | Đặt sản phẩm vào thùng — thủ công, bán tự động hoặc tự động |
| 3 | Máy dán băng keo (sealer) | Dán keo đóng nắp thùng trên/dưới |
| 4 | Máy đóng đai (strapper) | Siết đai PP quanh thùng — gia cố cho vận chuyển |
| 5 | Máy dán nhãn | Dán nhãn sản phẩm, mã vạch, hoặc nhãn vận chuyển |
| 6 | Cân kiểm tra (checkweigher) | Kiểm tra trọng lượng thùng — loại thùng thiếu/thừa |
| 7 | Băng tải kết nối | Nối các máy, tạo luồng sản phẩm liên tục |
| 8 | Cơ cấu xếp pallet (palletizer) | Xếp thùng lên pallet theo pattern — thủ công hoặc tự động |
| 9 | Máy quấn màng pallet | Quấn màng co quanh pallet — cố định hàng cho vận chuyển |
| 10 | Hệ thống điều khiển (PLC + HMI) | Điều phối nhịp, đồng bộ tín hiệu, cảnh báo lỗi |
Doanh nghiệp không nhất thiết cần tất cả 10 hạng mục — phạm vi tùy thuộc vào sản phẩm, sản lượng, và mức độ tự động hóa mong muốn. Một nhà máy nhỏ có thể bắt đầu với máy dán keo + đóng đai + băng tải. Nhà máy lớn có thể cần toàn bộ 10 hạng mục chạy liên hoàn.
Vai trò từng hạng mục trong line
Máy cấp thùng carton Lấy thùng carton phẳng từ chồng, dựng hình (mở thùng), và đưa vào đầu line. Thay thế nhân công lấy thùng — mở — đặt lên băng tải. Phù hợp khi sản lượng cao và cần nhịp cấp thùng ổn định.
Cơ cấu cho sản phẩm vào thùng Có thể từ đơn giản (nhân viên đặt tay) đến phức tạp (robot hoặc cơ cấu pick-and-place). Mức độ tự động hóa phụ thuộc vào hình dạng sản phẩm, số lượng sản phẩm/thùng, và yêu cầu xếp pattern.
Máy dán băng keo (carton sealer) Dán băng keo đóng nắp trên và/hoặc dưới thùng. Có loại bán tự động (nạp tay, dán tự động) và tự động hoàn toàn (thùng đi qua, dán cả trên dưới). Thanh dẫn hướng điều chỉnh theo chiều rộng thùng.
Máy đóng đai (strapping machine) Siết đai PP hoặc PET quanh thùng — gia cố cho vận chuyển và xếp kho. Có loại bán tự động (nạp tay, siết tự động) và tự động (thùng đi qua băng tải, đai siết tự động). Số đai trên mỗi thùng tùy theo kích thước và yêu cầu.
Máy dán nhãn Dán nhãn sản phẩm, mã vạch, nhãn vận chuyển lên thùng tại vị trí cố định. Sensor phát hiện thùng → dán đúng vị trí. Quan trọng cho truy xuất nguồn gốc và logistics.
Cân kiểm tra (checkweigher) Thùng đi qua cân — nếu trọng lượng ngoài phạm vi cho phép (thiếu sản phẩm hoặc thừa), thùng bị loại ra lane riêng. Đảm bảo mỗi thùng đủ số lượng trước khi xếp pallet.
Băng tải kết nối Phần "xương sống" của cả line — nối các máy thành dây chuyền liên tục. Bao gồm băng tải con lăn, belt PVC, đoạn tích lũy, đoạn cong, đoạn nâng hạ — tùy layout. Tốc độ từng đoạn cần đồng bộ với nhịp máy.
Cơ cấu xếp pallet (palletizer) Xếp thùng lên pallet theo pattern (lớp xen kẽ, xếp thẳng, xếp chéo…). Từ xếp tay (người xếp), bán tự động (hỗ trợ cơ khí), đến robot palletizer hoàn toàn tự động.
Máy quấn màng pallet Quấn màng co (stretch film) quanh pallet đã xếp — cố định hàng cho vận chuyển và lưu kho. Có loại bàn xoay (turntable), cánh tay xoay (rotary arm), hoặc robot quấn. Lực căng, số vòng quấn, chiều cao quấn — tất cả có thể lập trình.
Hệ thống điều khiển (PLC + HMI) Bộ não của cả line — điều phối nhịp giữa các máy, nhận tín hiệu từ cảm biến, hiển thị trạng thái trên HMI, cảnh báo lỗi, đếm sản phẩm. Nếu mỗi máy có PLC riêng, cần PLC chủ (master) hoặc giao thức giao tiếp giữa các PLC.
Thiết kế hệ thống packing tự động cần lưu ý gì?
1. Bắt đầu từ sản phẩm, không phải từ máy Sản phẩm gì, kích thước bao nhiêu, bao nhiêu sản phẩm/thùng, thùng kích thước nào, pallet xếp bao nhiêu lớp — xác định rõ trước khi chọn máy. Nhiều line đóng gói sai vì "mua máy trước, tính sản phẩm sau".
2. Xác định mức độ tự động hóa phù hợp Không phải tất cả đều cần tự động 100%. Có thể bán tự động ở khâu cho sản phẩm vào thùng (phức tạp, nhiều loại), tự động ở khâu dán keo và đóng đai (đơn giản, lặp lại). Chọn mức phù hợp với sản lượng, ngân sách, và kế hoạch phát triển.
3. Đồng bộ nhịp giữa các máy Mỗi máy có nhịp xử lý khác nhau — cần vùng tích lũy ở điểm chênh nhịp, tốc độ băng tải phù hợp từng đoạn, và PLC điều phối tổng thể.
4. Thiết kế cho nhiều mã sản phẩm Nếu nhà máy chạy nhiều mã (kích thước thùng, số sản phẩm/thùng, pattern pallet khác nhau), line cần linh hoạt: thanh dẫn hướng điều chỉnh, chương trình PLC/HMI có công thức (recipe), thời gian chuyển đổi ngắn.
5. Tính đến layout nhà xưởng Line đóng gói cần không gian — chiều dài, chiều rộng, chiều cao trần, lối đi xe nâng, vị trí cấp pallet, vị trí xuất hàng. Thiết kế cần khảo sát mặt bằng thực tế.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nhà máy thực phẩm, line đóng thùng carton cuối chuyền: Sản phẩm: hộp/túi thực phẩm đã đóng gói đơn lẻ. Line cần: máy cấp thùng → nhân viên đặt sản phẩm vào (vì mã thay đổi thường xuyên) → máy dán keo → máy đóng đai → cân kiểm tra → dán nhãn → băng tải ra → xếp pallet tay. Tự động hóa ở khâu dán/đóng/kiểm tra, bán tự động ở khâu cấp sản phẩm và xếp pallet.
Tình huống 2 — Nhà máy linh kiện, sản lượng cao, ít mã: Sản phẩm: linh kiện đóng hộp chuẩn, kích thước thùng cố định. Line hoàn toàn tự động: máy cấp thùng → cơ cấu cho sản phẩm vào → dán keo → đóng đai → dán nhãn → xếp pallet tự động → quấn màng pallet. PLC chủ điều phối toàn bộ, HMI trung tâm giám sát cả line.
Tình huống 3 — Nhà máy đang chạy thủ công, muốn tự động hóa từng bước: Hiện tại: nhân viên dán keo tay, đóng đai tay, xếp pallet tay. Bước 1: lắp máy dán keo + đóng đai + băng tải nối. Bước 2: thêm máy cấp thùng. Bước 3: thêm cơ cấu xếp pallet. Bước 4: thêm máy quấn màng pallet. Mỗi bước tăng năng suất và giảm nhân công mà không cần đầu tư một lần toàn bộ.
Lưu ý: Các tình huống trên mang tính minh họa. Cấu hình cụ thể tùy thuộc vào sản phẩm, sản lượng, và mặt bằng thực tế.
Khi nào doanh nghiệp nên đầu tư hệ thống packing tự động?
Doanh nghiệp nên cân nhắc khi:
- Khâu đóng gói cuối chuyền tốn nhiều nhân công nhất trong nhà máy — dấu hiệu cần tự động hóa.
- Sản lượng tăng nhưng không muốn tăng thêm nhân sự cho đóng gói.
- Chất lượng đóng gói không đều: dán lệch, đai lỏng, xếp pallet không đều — ảnh hưởng đến vận chuyển.
- Khách hàng yêu cầu chuẩn đóng gói cao (nhãn đúng vị trí, trọng lượng chính xác, pallet đều).
- Đang setup line sản xuất mới — cơ hội thiết kế line đóng gói đồng bộ từ đầu.
- Muốn cải tiến dây chuyền sản xuất theo từng bước — bắt đầu từ hạng mục nào có ROI cao nhất.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Hệ thống packing tự động gồm nhiều máy của nhiều chức năng — nếu mỗi máy mua từ một đơn vị khác nhau, vấn đề "không khớp chiều cao, không khớp nhịp, không khớp tín hiệu" là rất phổ biến.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Thiết kế tổng thể cả line: Từ sản phẩm → thùng → dán → đóng đai → pallet → quấn màng — tất cả được tính toán cùng nhịp, cùng chiều cao, cùng tín hiệu.
- Cung cấp và tích hợp nhiều hạng mục: AKS-VINA vừa cung cấp máy (đóng đai, quấn màng, cấp thùng, dán keo) vừa setup line — không phải ghép máy từ nhiều nguồn.
- Băng tải thiết kế đồng bộ: Mỗi đoạn băng tải khớp với máy phía trước và phía sau — tốc độ, chiều cao, vùng tích lũy đều được tính.
- PLC điều phối toàn line: Tín hiệu giữa các máy được lập trình chung, HMI trung tâm giám sát, mã lỗi cụ thể cho từng máy.
- Hỗ trợ sau setup: Bảo trì, cải tiến, căn chỉnh, và mở rộng về sau — vì nắm toàn bộ hệ thống.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất; đồng thời cung cấp các thiết bị phụ trợ công nghiệp. Setup line đóng gói và hệ thống packing là một trong những giải pháp trọng tâm mà AKS-VINA triển khai — từ thiết kế, cung cấp thiết bị, đến lắp đặt và vận hành.
Kết luận
Hệ thống packing tự động không phải "mua nhiều máy đặt cạnh nhau" — mà là một dây chuyền được thiết kế đồng bộ từ sản phẩm đến pallet. Từ cấp thùng, dán keo, đóng đai, dán nhãn, kiểm tra, xếp pallet đến quấn màng — mỗi hạng mục có vai trò riêng, và giá trị chỉ phát huy khi tất cả phối hợp đúng nhịp.
Doanh nghiệp có thể đầu tư toàn bộ hoặc từng bước — quan trọng là thiết kế tổng thể từ đầu để mỗi bước bổ sung đều khớp vào hệ thống chung.
Nếu doanh nghiệp đang cần setup line đóng gói hoặc nâng cấp hệ thống packing hiện có, AKS-VINA sẵn sàng khảo sát và thiết kế phương án phù hợp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.