Line vận chuyển nội bộ: tối ưu luồng vật liệu nhà máy
Line vận chuyển nội bộ: tối ưu luồng vật liệu giữa các công đoạn
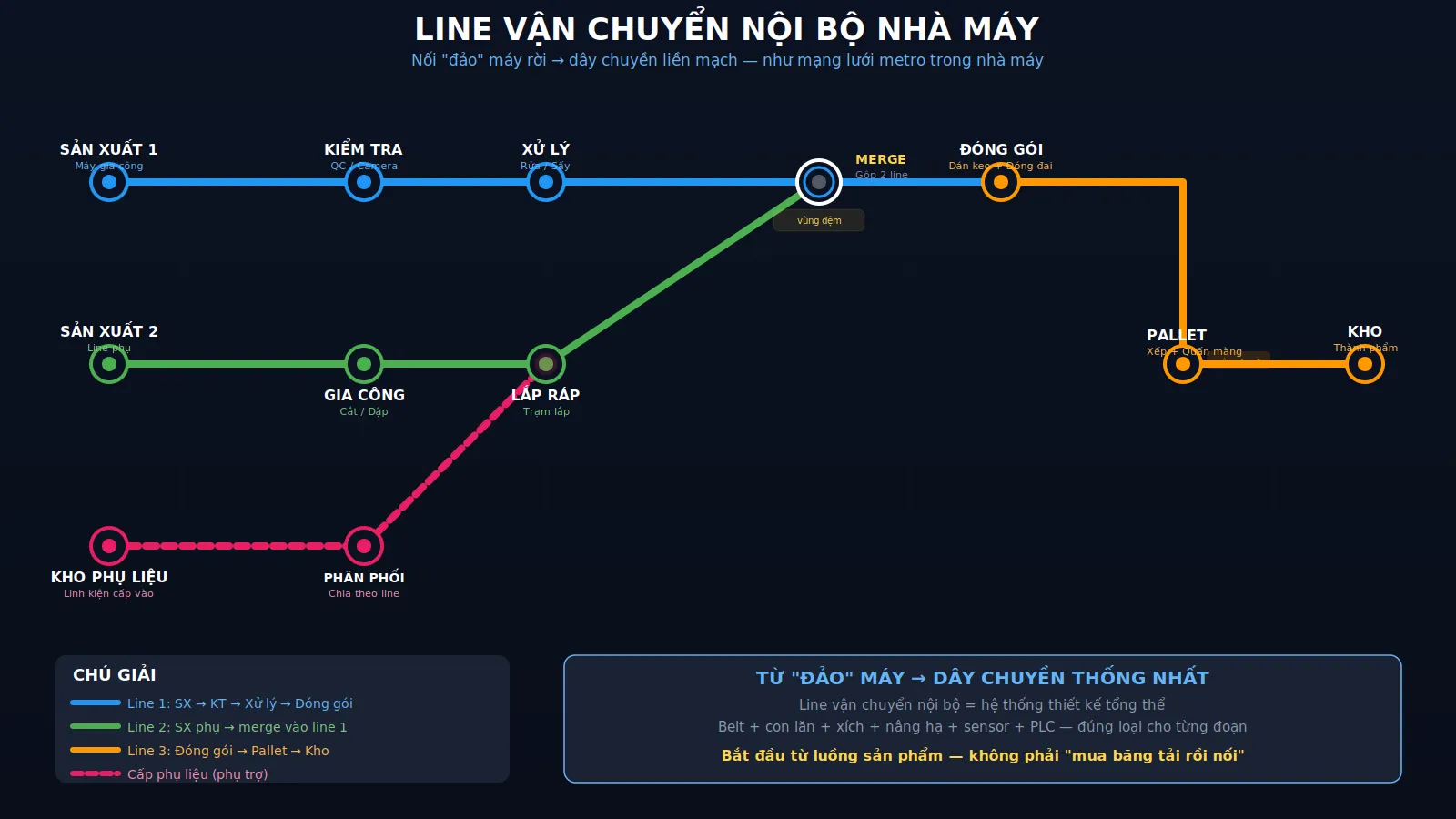
Trong nhiều nhà máy, các máy móc và trạm xử lý được đầu tư hiện đại, nhưng khoảng cách giữa chúng vẫn được "nối" bằng xe đẩy, xe nâng, hoặc công nhân bê tay. Mỗi lần di chuyển sản phẩm từ công đoạn này sang công đoạn khác là thêm thời gian chờ, thêm nhân công, thêm rủi ro va đập — và thêm một điểm mà dây chuyền bị đứt đoạn. Line vận chuyển nội bộ là hệ thống kết nối liên tục giữa các công đoạn, biến các "đảo" máy riêng lẻ thành một dây chuyền sản xuất tự động thống nhất.
Bài viết này giúp doanh nghiệp hiểu line vận chuyển nội bộ gồm những gì, khi nào cần, và cách thiết kế để tối ưu luồng vật liệu thay vì chỉ "mua thêm băng tải".
Thực trạng: vận chuyển nội bộ là "chi phí ẩn" lớn
Vận chuyển nội bộ — di chuyển sản phẩm, bán thành phẩm, hoặc vật liệu giữa các khu vực trong nhà máy — thường chiếm một phần đáng kể nhân lực và thời gian, nhưng không tạo ra giá trị gia tăng cho sản phẩm. Sản phẩm không trở nên tốt hơn vì được bê từ máy A sang máy B — nó chỉ cần đến đúng chỗ, đúng lúc, đúng trạng thái.
Những chi phí ẩn phổ biến:
- Nhân công chuyên bê/đẩy giữa các khu vực — làm việc cần thiết nhưng không tạo giá trị.
- Sản phẩm chờ trên sàn giữa hai công đoạn — chiếm diện tích, rủi ro đổ/xước.
- Xe nâng chạy đi chạy lại — tốn nhiên liệu, rủi ro tai nạn, cần lối đi rộng.
- Nhịp line bị "đứt" mỗi lần chuyển đổi — máy phía sau chờ sản phẩm từ máy phía trước.
- Khó theo dõi sản phẩm đang ở đâu trong quy trình — mất kiểm soát luồng.
Line vận chuyển nội bộ gồm những gì?
Line vận chuyển nội bộ không phải "mua vài đoạn băng tải nối lại". Đó là một hệ thống được thiết kế tổng thể, có thể bao gồm:
| Thành phần | Vai trò |
|---|---|
| Băng tải (belt, con lăn, xích) | Di chuyển sản phẩm theo từng đoạn |
| Đoạn cong, chuyển hướng (diverter) | Đổi hướng luồng sản phẩm tại các nút giao |
| Đoạn nâng hạ | Kết nối hai cao độ khác nhau |
| Vùng tích lũy (accumulation) | Đệm giữa hai công đoạn có nhịp khác nhau |
| Cơ cấu cấp/thoát sản phẩm | Load/unload tại đầu và cuối mỗi trạm |
| Cảm biến tại các vị trí then chốt | Phát hiện sản phẩm, chống kẹt, đếm |
| PLC + HMI | Điều khiển toàn bộ luồng, đồng bộ nhịp, cảnh báo lỗi |
Tất cả thành phần trên cần được thiết kế đồng bộ — không phải mua rời rồi lắp ghép.
Nguyên tắc thiết kế line vận chuyển nội bộ hiệu quả
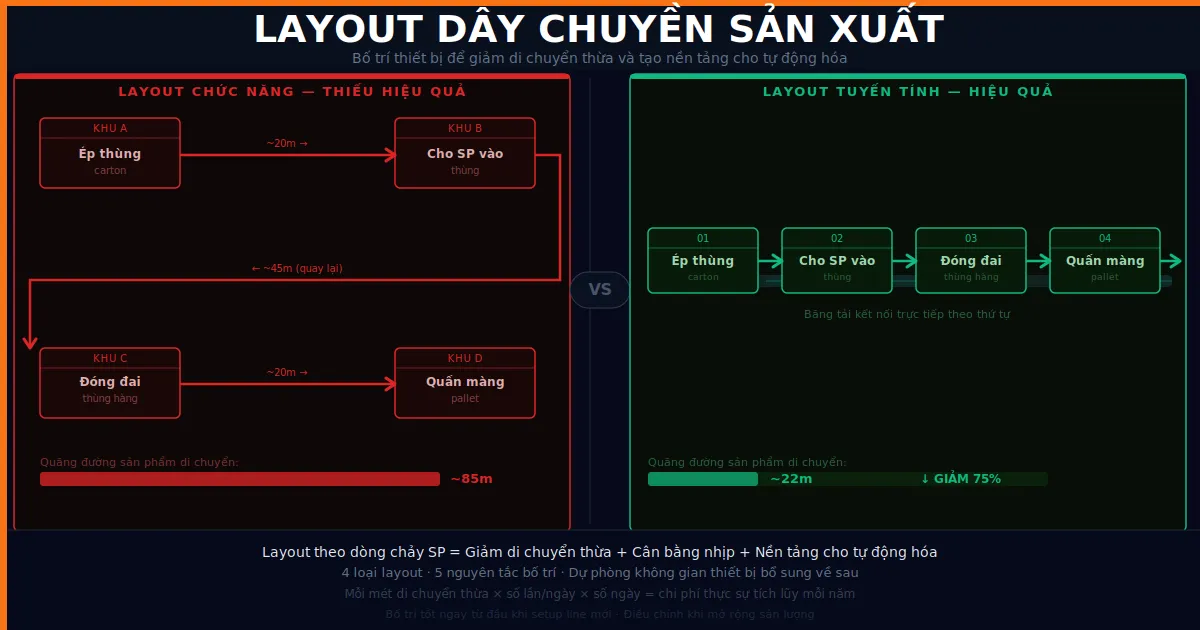
1. Bắt đầu từ luồng sản phẩm, không phải từ thiết bị Vẽ luồng sản phẩm trước: từ đâu, qua những công đoạn nào, ra đâu. Sau đó mới chọn thiết bị vận chuyển phù hợp cho từng đoạn. Nhiều nhà máy mua băng tải rồi mới tính luồng — kết quả là sản phẩm phải vòng vèo theo vị trí băng tải.
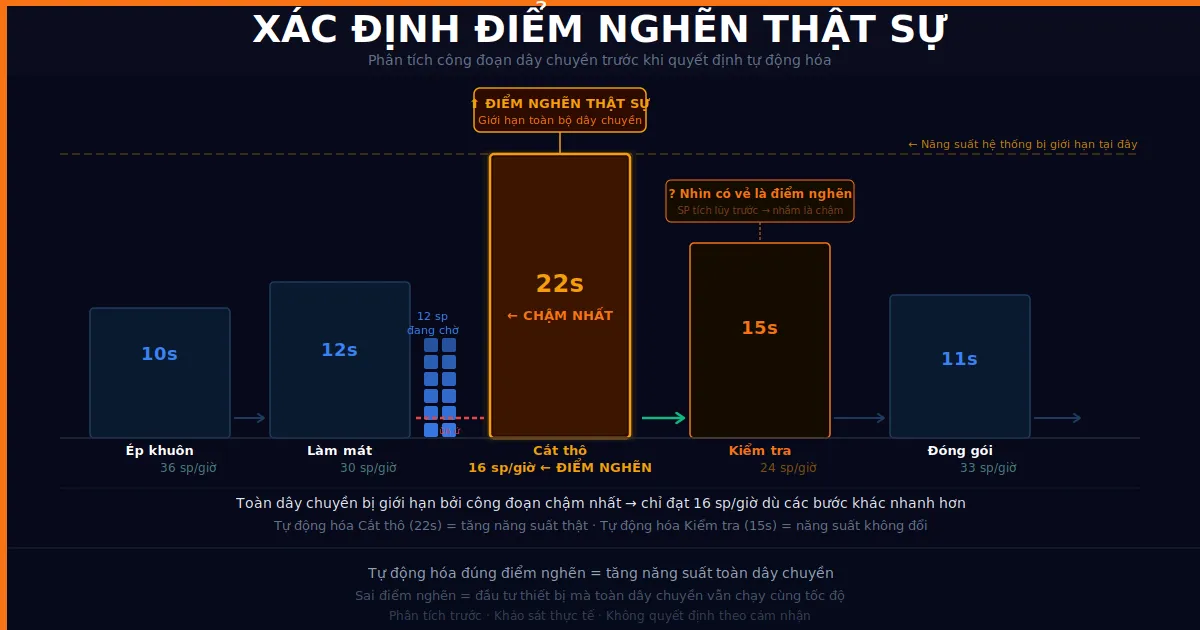
2. Xác định nhịp từng công đoạn Công đoạn nào nhanh nhất, công đoạn nào chậm nhất (bottleneck)? Line vận chuyển cần tốc độ phù hợp từng đoạn và vùng đệm tại các điểm chênh nhịp — để sản phẩm không ùn ở đoạn chậm và không thiếu ở đoạn nhanh.
3. Chọn loại băng tải/phương tiện phù hợp từng đoạn Sản phẩm nhẹ → belt PVC. Thùng carton → con lăn. Khuôn/jig nặng → xích. Chênh cao độ → nâng hạ. Không dùng cùng một loại cho mọi đoạn.
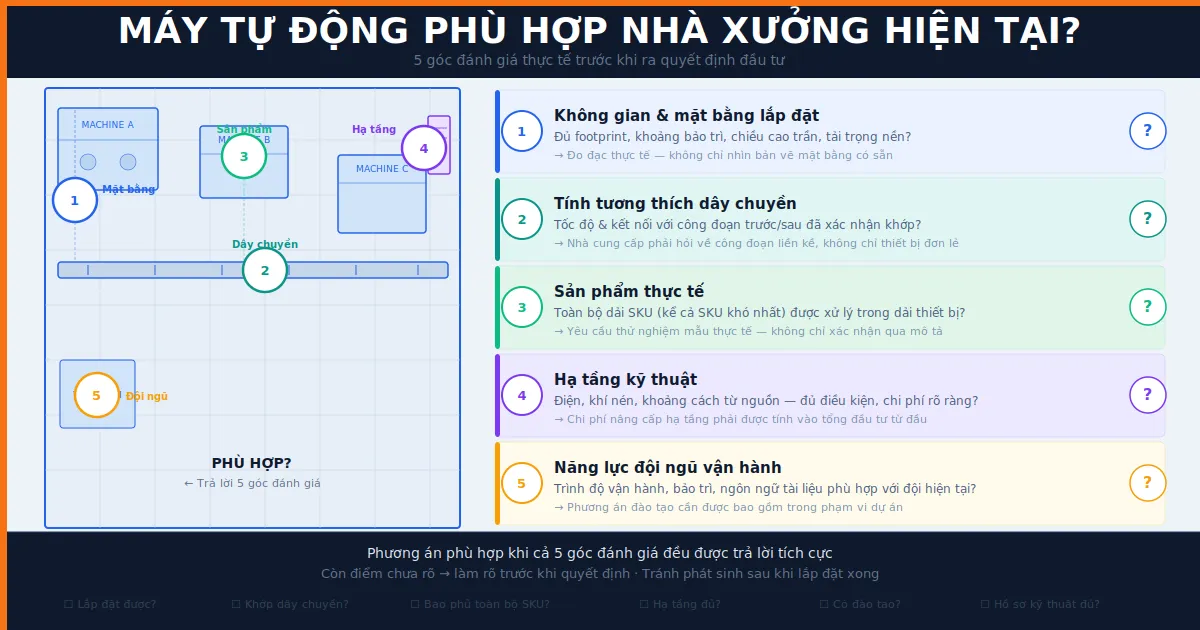
4. Tính đến layout và ràng buộc mặt bằng Cột, rãnh, lối đi xe nâng, khu vực cấm — tất cả ảnh hưởng đến cách bố trí line. Cần khảo sát mặt bằng thực tế trước khi thiết kế.
5. Tích hợp cảm biến và PLC Line vận chuyển "thông minh" cần sensor phát hiện sản phẩm tại các vị trí then chốt, PLC điều khiển dừng/chạy/giảm tốc, và HMI hiển thị trạng thái. Không có PLC, line chỉ "chở hàng" mà không kiểm soát được luồng.
6. Dự phòng mở rộng Hôm nay line nối 3 công đoạn, năm sau có thể thêm công đoạn thứ 4. Thiết kế dạng module — dễ thêm đoạn mà không phải làm lại từ đầu.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nối khu sản xuất với khu đóng gói: Hai khu cách nhau 15 mét, hiện dùng xe đẩy. Sản phẩm: thùng carton trung bình. Giải pháp: line vận chuyển nội bộ gồm băng tải con lăn dẫn động, đoạn cong tránh cột, sensor đầu cuối, PLC đồng bộ nhịp với line đóng gói cuối chuyền (máy dán keo → đóng đai). Xe đẩy và 2 nhân công di chuyển hàng được thay thế hoàn toàn.
Tình huống 2 — Kết nối nhiều line sản xuất vào một line đóng gói chung: Ba line sản xuất song song, tất cả thoát sản phẩm vào một line đóng gói. Giải pháp: ba nhánh băng tải gộp tại điểm giao (merge), có cảm biến và PLC điều phối thứ tự nhập, vùng tích lũy trước điểm giao để sản phẩm chờ khi nhánh khác đang nhập. Line đóng gói nhận sản phẩm liên tục mà không bị dồn.
Tình huống 3 — Vận chuyển sản phẩm qua nhiều công đoạn xử lý: Sản phẩm đi qua: gia công → kiểm tra → rửa → sấy → đóng gói. Mỗi công đoạn có nhịp khác nhau, chiều cao khác nhau. Line vận chuyển nội bộ gồm: belt PVC đoạn kiểm tra, xích đoạn rửa/sấy (chịu ẩm/nhiệt), con lăn đoạn đóng gói, đoạn nâng hạ giữa hai cao độ. PLC điều phối toàn bộ, HMI hiển thị trạng thái từng đoạn.
Lưu ý: Các tình huống trên mang tính minh họa. Thiết kế cụ thể tùy thuộc vào sản phẩm, mặt bằng, và dây chuyền thực tế.
Khi nào doanh nghiệp nên đầu tư line vận chuyển nội bộ?
Doanh nghiệp nên cân nhắc khi:
- Đang dùng nhân công hoặc xe đẩy để di chuyển sản phẩm giữa các công đoạn — tốn người, chậm nhịp.
- Sản phẩm bị va đập, xước, đổ trong quá trình vận chuyển thủ công.
- Các máy/trạm xử lý đã tự động nhưng không nối liền với nhau — dây chuyền bị "đứt đoạn".
- Nhà máy cần giảm xe nâng chạy trong khu vực sản xuất — giảm rủi ro tai nạn và lối đi.
- Đang setup line sản xuất mới — cơ hội thiết kế luồng vận chuyển đúng từ đầu.
- Muốn cải tiến dây chuyền sản xuất để tăng OEE mà không thay máy chính — nối liền các "đảo" máy.
- Cần theo dõi sản phẩm đang ở công đoạn nào trong quy trình — line tự động kết hợp sensor cho phép tracking.
So sánh: vận chuyển thủ công vs line vận chuyển nội bộ tự động
| Tiêu chí | Thủ công (xe đẩy, bê tay) | Line vận chuyển nội bộ tự động |
|---|---|---|
| Nhịp | Phụ thuộc người, dao động | Ổn định, đồng bộ với máy |
| Nhân công | Cần người chuyên di chuyển hàng | Giảm hoặc loại bỏ |
| Rủi ro sản phẩm | Va đập, rơi, đổ | Giảm đáng kể |
| Rủi ro an toàn | Xe nâng, nâng nặng | Giảm |
| Diện tích | Cần lối đi rộng cho xe | Băng tải gọn hơn, tận dụng không gian |
| Kiểm soát luồng | Khó theo dõi | Sensor + PLC cho phép tracking |
| Chi phí đầu tư | Thấp ban đầu | Cao hơn ban đầu |
| Chi phí vận hành | Cao dài hạn (nhân công, nhiên liệu) | Thấp dài hạn |
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
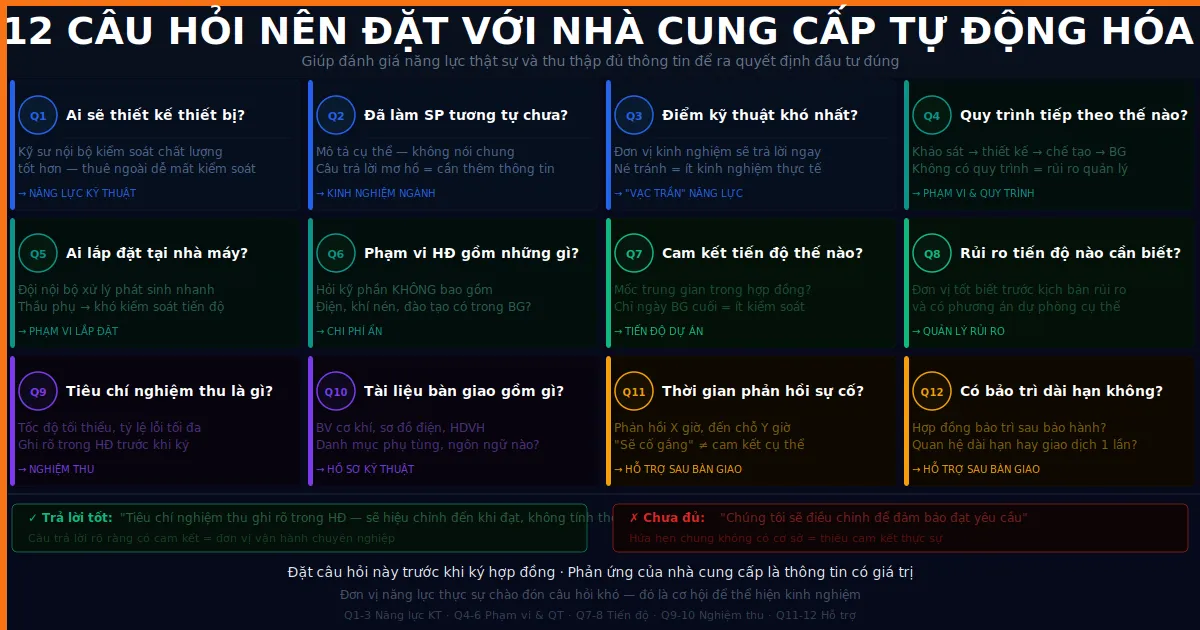
Line vận chuyển nội bộ phức tạp hơn nhiều so với một đoạn băng tải đơn lẻ — nó là hệ thống kết nối toàn bộ dây chuyền. Cần đơn vị hiểu cả máy (phía trước và phía sau), cả sản phẩm, cả mặt bằng, cả điều khiển.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Thiết kế tổng thể từ luồng sản phẩm: Không phải "mua băng tải rồi nối", mà thiết kế cả hệ thống dựa trên luồng sản phẩm, nhịp từng công đoạn, và mặt bằng thật.
- Chọn đúng loại cho từng đoạn: Belt, con lăn, xích, nâng hạ — mỗi đoạn dùng loại phù hợp nhất với sản phẩm và điều kiện.
- Tích hợp cảm biến và PLC: Hệ thống vận chuyển "thông minh" — biết sản phẩm ở đâu, chống kẹt, đồng bộ nhịp, cảnh báo lỗi.
- Khảo sát mặt bằng thực tế: Đo đạc, tránh chướng ngại, tính đến mở rộng tương lai.
- Lắp đặt, chạy thử, và bảo trì bởi cùng đội ngũ: Setup line sản xuất từ đầu đến cuối — giảm sai lệch giữa thiết kế và thực tế.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Setup line vận chuyển nội bộ — kết nối các công đoạn thành dây chuyền liền mạch — là một trong những giải pháp tự động hóa mà AKS-VINA triển khai.
Kết luận
Line vận chuyển nội bộ không phải "thêm băng tải" — mà là thiết kế lại cách sản phẩm di chuyển trong nhà máy. Khi luồng vật liệu giữa các công đoạn được tối ưu, dây chuyền chạy liền mạch, nhân công giảm, sản phẩm hỏng giảm, và năng suất tổng thể tăng — mà không cần thay máy chính.
Các "đảo" máy riêng lẻ chỉ trở thành dây chuyền sản xuất tự động thống nhất khi chúng được nối bằng hệ thống vận chuyển phù hợp.
Nếu nhà máy đang có các máy/trạm xử lý chưa liên kết hoặc muốn tối ưu luồng vật liệu giữa các khu vực, AKS-VINA sẵn sàng khảo sát và thiết kế phương án.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.