Bàn giao dây chuyền: tài liệu và biên bản cần chuẩn bị

Bàn giao dây chuyền sản xuất: tài liệu và biên bản cần chuẩn bị
Dây chuyền lắp xong, chạy thử đạt — nhưng khi bàn giao dây chuyền cho nhà máy vận hành, mọi thứ bắt đầu phức tạp: bản vẽ đâu? Sơ đồ điện đấu nối tủ nào? Chương trình PLC file gốc ở đâu? Hướng dẫn vận hành cho người mới? Danh sách linh kiện thay thế? Nếu thiếu tài liệu, đội bảo trì nhà máy sẽ "mò" mỗi khi cần sửa — tốn thời gian, rủi ro sai, và phụ thuộc hoàn toàn vào đơn vị lắp đặt cho mọi vấn đề nhỏ.
Bài viết này liệt kê đầy đủ tài liệu và biên bản cần chuẩn bị khi bàn giao dây chuyền sản xuất — giúp cả hai bên (đơn vị triển khai và nhà máy) phối hợp rõ ràng, tránh thiếu sót.
Vì sao bàn giao tài liệu quan trọng ngang bàn giao máy?
Máy chạy được — nhưng không có tài liệu thì:
Bảo trì phụ thuộc hoàn toàn vào đơn vị lắp đặt. Mỗi lần sensor hỏng, motor kêu, PLC báo lỗi — đều phải gọi đơn vị lắp vì không ai trong nhà máy biết sơ đồ. Nếu đơn vị lắp bận hoặc không còn hợp tác → dây chuyền "mồ côi".
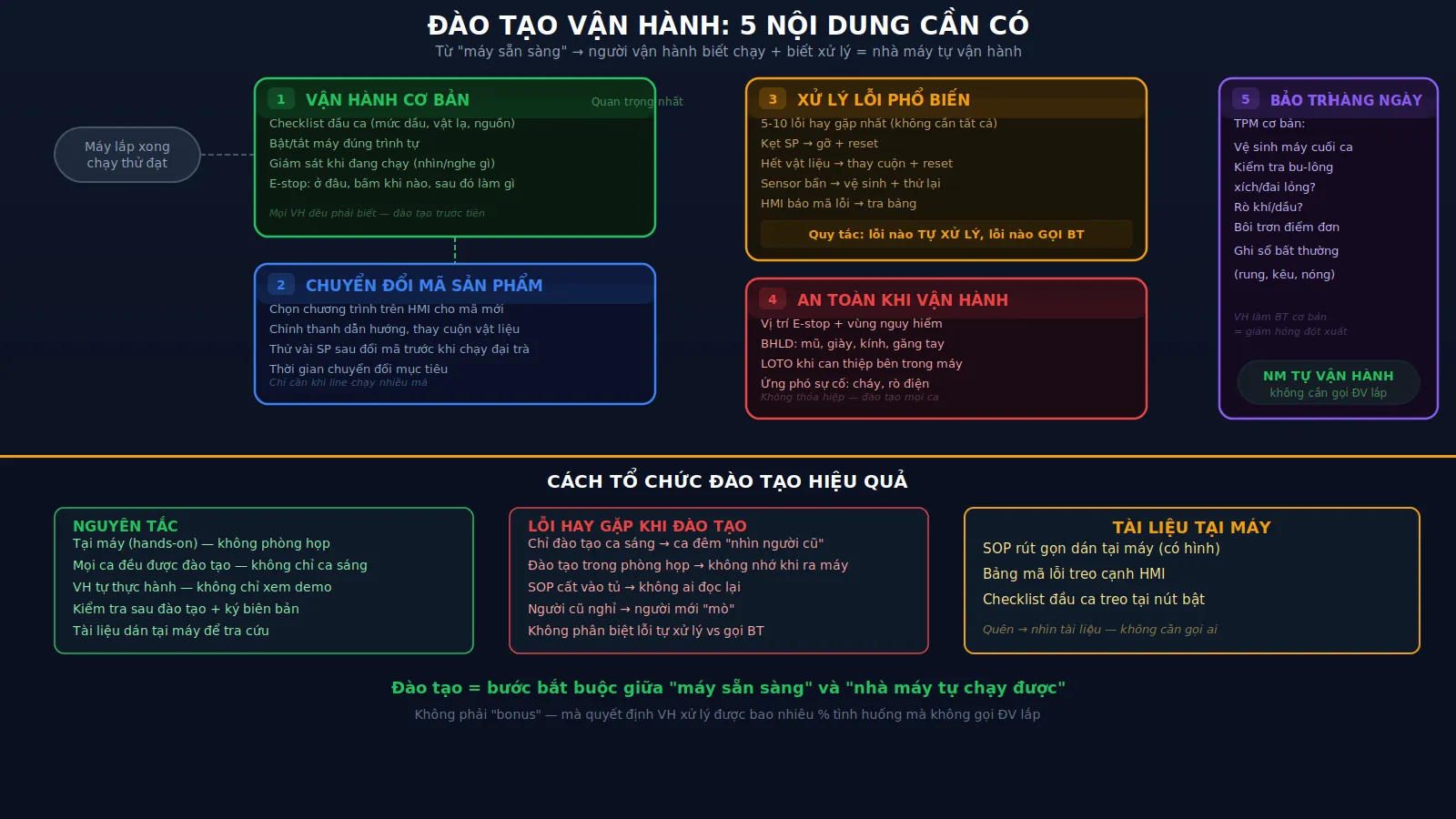
Người vận hành mới không biết cách chạy. Người được đào tạo ban đầu nghỉ việc → người mới vào không có tài liệu → phải "nhìn người cũ" hoặc "mò" → vận hành sai, lỗi sản phẩm, hỏng máy.
Cải tiến sau này rất khó. Muốn thêm sensor, thay đổi logic PLC, hoặc nối thêm máy — nhưng không có bản vẽ gốc, không có sơ đồ I/O PLC → phải đo đạc lại từ đầu hoặc đoán.
Tranh chấp khi có vấn đề. Không có biên bản nghiệm thu → không rõ dây chuyền đã đạt yêu cầu gì khi bàn giao → khó xác định trách nhiệm khi phát sinh lỗi.
Danh mục tài liệu cần bàn giao khi giao dây chuyền
| # | Tài liệu | Mô tả | Ai cần dùng |
|---|---|---|---|
| 1 | Bản vẽ cơ khí tổng thể (layout) | Vị trí từng máy, kích thước, khoảng cách | Bảo trì, kỹ thuật |
| 2 | Bản vẽ chi tiết cơ khí | Chi tiết từng cụm máy, kích thước gia công | Bảo trì (khi cần thay/chế tạo lại) |
| 3 | Sơ đồ điện (electrical schematic) | Mạch điện, đấu nối, bảo vệ, vị trí tủ điện | Thợ điện, bảo trì |
| 4 | Sơ đồ I/O PLC | Danh sách đầu vào/ra PLC, tên tín hiệu, địa chỉ | Kỹ sư PLC/bảo trì |
| 5 | Chương trình PLC (file gốc) | File project PLC, đã compile, kèm backup | Kỹ sư PLC |
| 6 | Chương trình HMI (file gốc) | File project HMI, màn hình, thông số | Kỹ sư PLC |
| 7 | Hướng dẫn vận hành (SOP) | Từng bước vận hành hàng ngày, có hình minh họa | Người vận hành |
| 8 | Hướng dẫn xử lý lỗi | Mã lỗi, nguyên nhân, cách xử lý | Người vận hành, bảo trì |
| 9 | Hướng dẫn bảo trì định kỳ | Lịch bảo trì, hạng mục, tiêu chí, tần suất | Bảo trì |
| 10 | Danh sách linh kiện thay thế | Tên, mã, nhà cung cấp, số lượng dự trữ khuyến nghị | Procurement, bảo trì |
| 11 | Sơ đồ khí nén (nếu có) | Mạch khí, van, xy-lanh, áp suất | Bảo trì |
| 12 | Bản vẽ as-built | Bản vẽ cuối cùng sau mọi chỉnh sửa trong quá trình lắp | Tất cả |
Danh mục biên bản cần ký khi bàn giao dây chuyền
| # | Biên bản | Nội dung | Thời điểm |
|---|---|---|---|
| 1 | Biên bản kiểm tra tại xưởng (FAT) | Kết quả kiểm tra tại xưởng đơn vị chế tạo | Trước khi xuất xưởng |
| 2 | Biên bản lắp đặt hoàn thành | Xác nhận lắp ráp, đấu nối xong đúng bản vẽ | Sau lắp đặt |
| 3 | Biên bản chạy thử không tải | Kết quả chạy thử không sản phẩm — motor, sensor, PLC, an toàn | Sau đấu nối |
| 4 | Biên bản chạy thử có tải (SAT) | Kết quả chạy thử với sản phẩm thật — nhịp, chất lượng, lỗi | Sau chạy thử |
| 5 | Biên bản nghiệm thu cuối cùng | Xác nhận dây chuyền đạt tất cả tiêu chí bàn giao | Bàn giao chính thức |
| 6 | Biên bản đào tạo | Danh sách người được đào tạo, nội dung, ký xác nhận | Sau đào tạo |
| 7 | Biên bản bàn giao tài liệu | Danh mục tài liệu đã bàn giao, ký nhận | Cùng lúc bàn giao |
Những lỗi thường gặp khi bàn giao dây chuyền
Bản vẽ bàn giao không phải as-built. Bản vẽ gốc (trước khi lắp) khác bản thực tế (sau khi chỉnh sửa trong quá trình lắp). Nếu bàn giao bản vẽ gốc → đội bảo trì tra cứu sai. Cần bàn giao bản vẽ as-built — phản ánh đúng thực tế sau mọi thay đổi.
Chương trình PLC không backup hoặc không có file gốc. Chỉ upload vào PLC mà không bàn giao file project → khi cần sửa logic, phải upload ngược (nếu PLC cho phép), mất comment, mất tên biến — rất khó đọc. Cần bàn giao file project gốc (có comment, tên biến rõ ràng) + backup trên USB/cloud.
SOP viết quá kỹ thuật — người vận hành không đọc được. SOP viết bởi kỹ sư cho kỹ sư — người vận hành đọc không hiểu → không dùng → vận hành theo "kinh nghiệm". SOP cần viết cho người vận hành: từng bước, hình minh họa, ngôn ngữ đơn giản.
Không có danh sách linh kiện thay thế. Khi cần thay sensor hoặc ổ bi — không biết mã, hãng, nhà cung cấp → phải gọi đơn vị lắp → chờ → dừng máy lâu hơn. Danh sách linh kiện + nhà cung cấp giúp procurement đặt hàng nhanh.
Biên bản nghiệm thu không ghi tiêu chí cụ thể. "Máy chạy ổn định" — ổn định là bao nhiêu thùng/phút? Bao nhiêu % lỗi cho phép? Không ghi cụ thể → tranh cãi sau này. Tiêu chí nghiệm thu cần định lượng: nhịp ≥X, tỷ lệ lỗi ≤Y%, chạy liên tục Z giờ không dừng.
Quy trình bàn giao dây chuyền đề xuất
Bước 1 — Thống nhất danh mục tài liệu ngay từ hợp đồng Trước khi bắt đầu dự án, hai bên thống nhất: những tài liệu nào cần bàn giao, format nào, ngôn ngữ nào (tiếng Việt, song ngữ), và số bản (giấy + file điện tử). Ghi vào hợp đồng hoặc phụ lục.
Bước 2 — Chuẩn bị tài liệu song song với chế tạo/lắp đặt Không đợi lắp xong mới viết tài liệu — chuẩn bị bản vẽ, SOP, danh sách linh kiện song song. Sau lắp đặt chỉ cần cập nhật thay đổi (as-built).
Bước 3 — Nghiệm thu theo tiêu chí đã thống nhất Chạy thử theo tiêu chí trong biên bản nghiệm thu (nhịp, chất lượng, thời gian liên tục). Đạt → ký. Không đạt → ghi rõ điểm chưa đạt, deadline sửa, và nghiệm thu lại.
Bước 4 — Đào tạo và ghi nhận Đào tạo người vận hành theo SOP đã bàn giao. Đào tạo đội bảo trì về hướng dẫn bảo trì định kỳ và xử lý lỗi. Ký biên bản đào tạo — ai được đào tạo, nội dung gì.
Bước 5 — Bàn giao tài liệu + ký biên bản bàn giao Trao bộ tài liệu hoàn chỉnh (giấy + file điện tử). Hai bên kiểm tra danh mục, ký biên bản bàn giao tài liệu. Đây là mốc chính thức — sau mốc này, nhà máy có đầy đủ tài liệu để vận hành và bảo trì độc lập.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Bàn giao line đóng gói cho nhà máy Nhật: Nhà máy Nhật yêu cầu tài liệu chuẩn: bản vẽ đúng format, SOP tiếng Việt + tiếng Anh, chương trình PLC file gốc + backup, biên bản FAT/SAT đầy đủ. Đội kỹ thuật Nhật tại Việt Nam kiểm tra từng mục. Thiếu 1 mục → không ký bàn giao. Giải pháp: chuẩn bị danh mục từ hợp đồng, đơn vị triển khai hoàn thành tài liệu trước ngày bàn giao.
Tình huống 2 — Bàn giao cho nhà máy Việt Nam, đội bảo trì mỏng: Nhà máy chỉ có 1 thợ bảo trì — cần tài liệu cực rõ ràng vì không có kỹ sư chuyên môn. SOP vận hành viết đơn giản, có hình. Hướng dẫn xử lý lỗi ghi cụ thể: "nếu đèn đỏ sáng → kiểm tra sensor A → vệ sinh → reset". Danh sách linh kiện + mã + nhà cung cấp — thợ bảo trì tự đặt được khi cần.
Tình huống 3 — Dây chuyền bàn giao 3 năm trước, giờ cần cải tiến: Nhà máy muốn thêm sensor và thay đổi logic PLC — nhưng tài liệu bàn giao ban đầu thiếu sơ đồ I/O PLC và file gốc. Phải đo đạc lại, đọc ngược chương trình PLC (mất comment, khó hiểu). Mất 2 ngày chỉ để "hiểu lại" dây chuyền. Nếu bàn giao đầy đủ ban đầu → cải tiến nhanh hơn đáng kể.
Lưu ý: Các tình huống trên mang tính minh họa. Danh mục tài liệu cụ thể phụ thuộc vào quy mô dự án và yêu cầu của nhà máy.
Khi nào doanh nghiệp cần đặc biệt chú ý đến bàn giao tài liệu?
Doanh nghiệp nên yêu cầu bàn giao đầy đủ khi:
- Mua hoặc đặt chế tạo dây chuyền mới — cơ hội yêu cầu tài liệu đầy đủ từ hợp đồng.
- Nhận bàn giao từ đơn vị lắp đặt — kiểm tra danh mục trước khi ký nghiệm thu.
- Mua lại dây chuyền từ nhà máy khác — yêu cầu tài liệu đi kèm (nếu có).
- Nhà máy Nhật/Hàn — tiêu chuẩn tài liệu bắt buộc, kiểm tra rất kỹ.
- Dây chuyền phức tạp (nhiều máy, PLC, sensor) — thiếu tài liệu sẽ rất khó bảo trì và cải tiến.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Tài liệu bàn giao chất lượng cần đơn vị vừa thiết kế, vừa chế tạo, vừa lắp đặt — vì chỉ họ mới có đầy đủ bản vẽ gốc, chương trình PLC, và hiểu mọi thay đổi trong quá trình lắp.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Bộ tài liệu đầy đủ: Bản vẽ as-built, sơ đồ điện, I/O PLC, file gốc PLC/HMI, SOP, hướng dẫn bảo trì, danh sách linh kiện — sẵn sàng khi bàn giao.
- Biên bản nghiệm thu rõ ràng: Tiêu chí định lượng (nhịp, lỗi, thời gian liên tục), kết quả chạy thử ghi nhận, ký xác nhận hai bên.
- Đào tạo kèm tài liệu: Không chỉ "giảng miệng" — mà đào tạo theo SOP đã viết, người vận hành có tài liệu tra cứu sau khi đội lắp đặt rời đi.
- Hỗ trợ sau bàn giao: Giai đoạn đầu vận hành có thể phát sinh vấn đề — AKS-VINA theo dõi và hỗ trợ. Vì nắm toàn bộ tài liệu, hỗ trợ nhanh và chính xác.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Bàn giao dây chuyền — bao gồm tài liệu đầy đủ, nghiệm thu rõ ràng, và đào tạo vận hành — là phần hoàn thiện mỗi dự án mà AKS-VINA triển khai.
Kết luận
Bàn giao dây chuyền không phải "ký giấy rồi xong" — mà là chuyển giao đầy đủ kiến thức để nhà máy vận hành và bảo trì độc lập. 12 tài liệu + 7 biên bản trong bài là danh mục tham khảo — mức tối thiểu để đội bảo trì nhà máy không phải "gọi đơn vị lắp cho mọi vấn đề". Yêu cầu tài liệu từ hợp đồng, kiểm tra trước khi ký, và lưu trữ cẩn thận — đó là cách bảo vệ khoản đầu tư vào dây chuyền.
Nếu doanh nghiệp cần đơn vị triển khai bàn giao tài liệu đầy đủ, hoặc cần hỗ trợ xây dựng danh mục bàn giao cho dự án hiện có, AKS-VINA sẵn sàng phối hợp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.