Bảo trì dây chuyền sản xuất: xây dựng lịch kiểm tra

Bảo trì dây chuyền sản xuất: lịch kiểm tra nên xây dựng thế nào?
Phần lớn nhà máy đều có "lịch bảo trì" — nhưng thường là một tờ giấy ghi "kiểm tra máy hàng tháng" mà không ai thực hiện nghiêm, cho đến khi máy hỏng. Bảo trì dây chuyền sản xuất hiệu quả không phải "kiểm tra tất cả mọi thứ mỗi tháng" — mà là kiểm tra đúng hạng mục, đúng tần suất, theo đúng tiêu chí — và ghi nhận kết quả để phát hiện xu hướng trước khi hỏng.
Bài viết này giúp đội bảo trì và quản lý sản xuất xây dựng lịch kiểm tra thực tế — không quá phức tạp (sẽ bỏ), không quá đơn giản (sẽ bỏ sót).
Bảo trì phản ứng vs bảo trì phòng ngừa
Bảo trì phản ứng (reactive): Máy hỏng → sửa. Đơn giản nhưng đắt: dừng line bất ngờ, mất sản lượng, sửa khẩn cấp (chi phí cao hơn, linh kiện có thể phải chờ).
Bảo trì phòng ngừa (preventive): Kiểm tra định kỳ, phát hiện dấu hiệu mòn/lỏng/lệch trước khi hỏng → thay/chỉnh trong thời gian kế hoạch (cuối ca, cuối tuần). Tốn thời gian kiểm tra nhưng tránh dừng bất ngờ.
Hầu hết nhà máy nằm ở giữa: có lịch bảo trì nhưng thực hiện không đều, hoặc lịch quá chung chung nên không phát hiện được vấn đề. Mục tiêu: xây lịch cụ thể, khả thi, và thực sự phát hiện vấn đề trước khi hỏng.
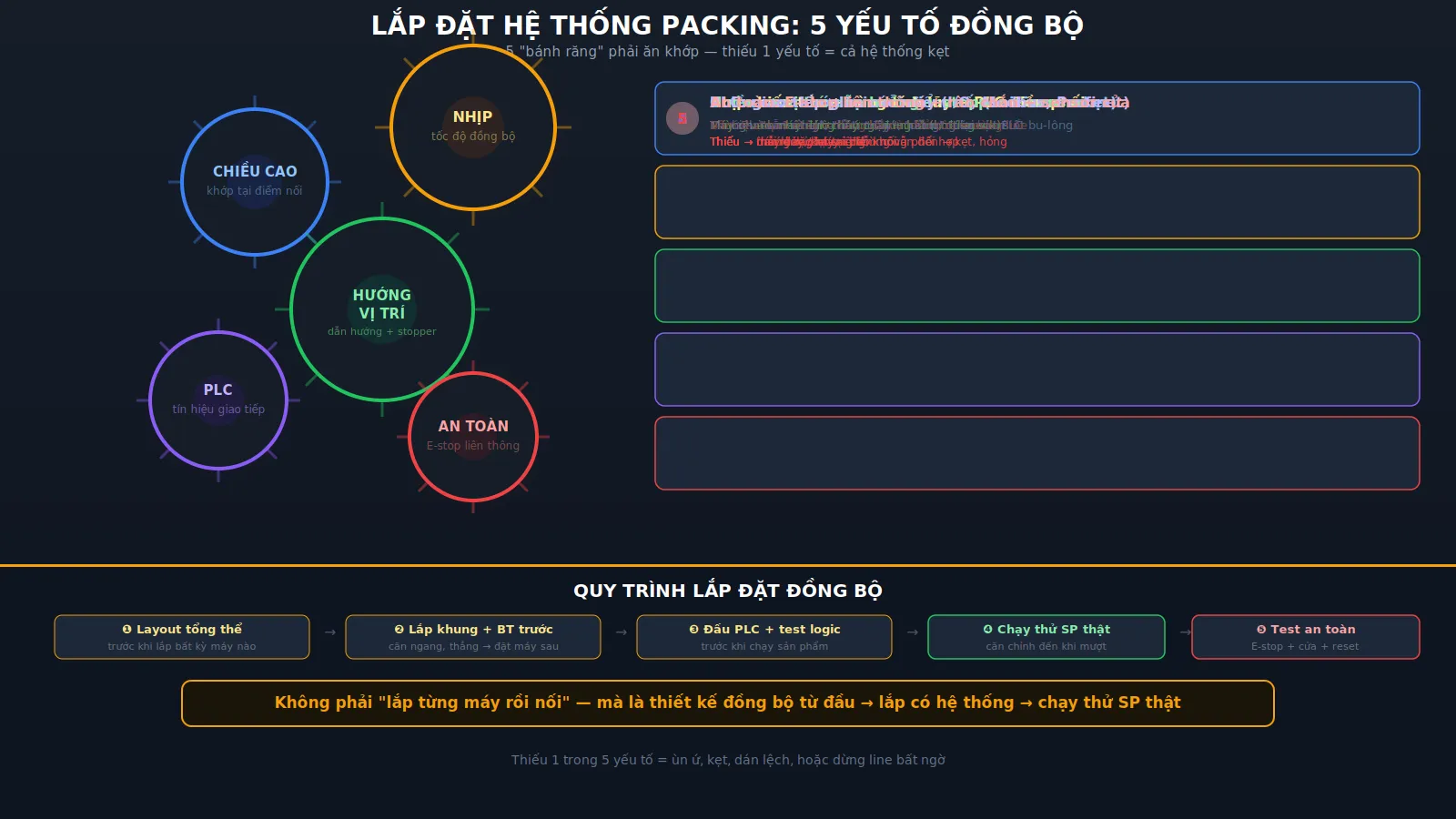
Nguyên tắc xây dựng lịch bảo trì dây chuyền sản xuất
Nguyên tắc 1: Phân loại hạng mục theo tần suất kiểm tra
Không phải tất cả hạng mục đều cần kiểm tra cùng tần suất. Chia thành 4 nhóm:
| Tần suất | Hạng mục | Ví dụ |
|---|---|---|
| Hàng ca/hàng ngày | Vệ sinh, kiểm tra nhanh bằng mắt/tai | Bụi bám sensor, rung bất thường, rò khí, mức dầu |
| Hàng tuần | Kiểm tra chi tiết hơn, cần dụng cụ đơn giản | Lực căng xích/đai, tình trạng con lăn, ổ bi, thanh dẫn hướng |
| Hàng tháng | Kiểm tra kỹ thuật, cần dụng cụ chuyên dụng | Căn chỉnh trục, kiểm tra mạch điện, kiểm tra PLC, bôi trơn sâu |
| Hàng quý/nửa năm | Bảo trì tổng thể, có thể cần dừng line | Thay ổ bi, thay xích/đai, kiểm tra cấu trúc khung, hiệu chuẩn sensor |
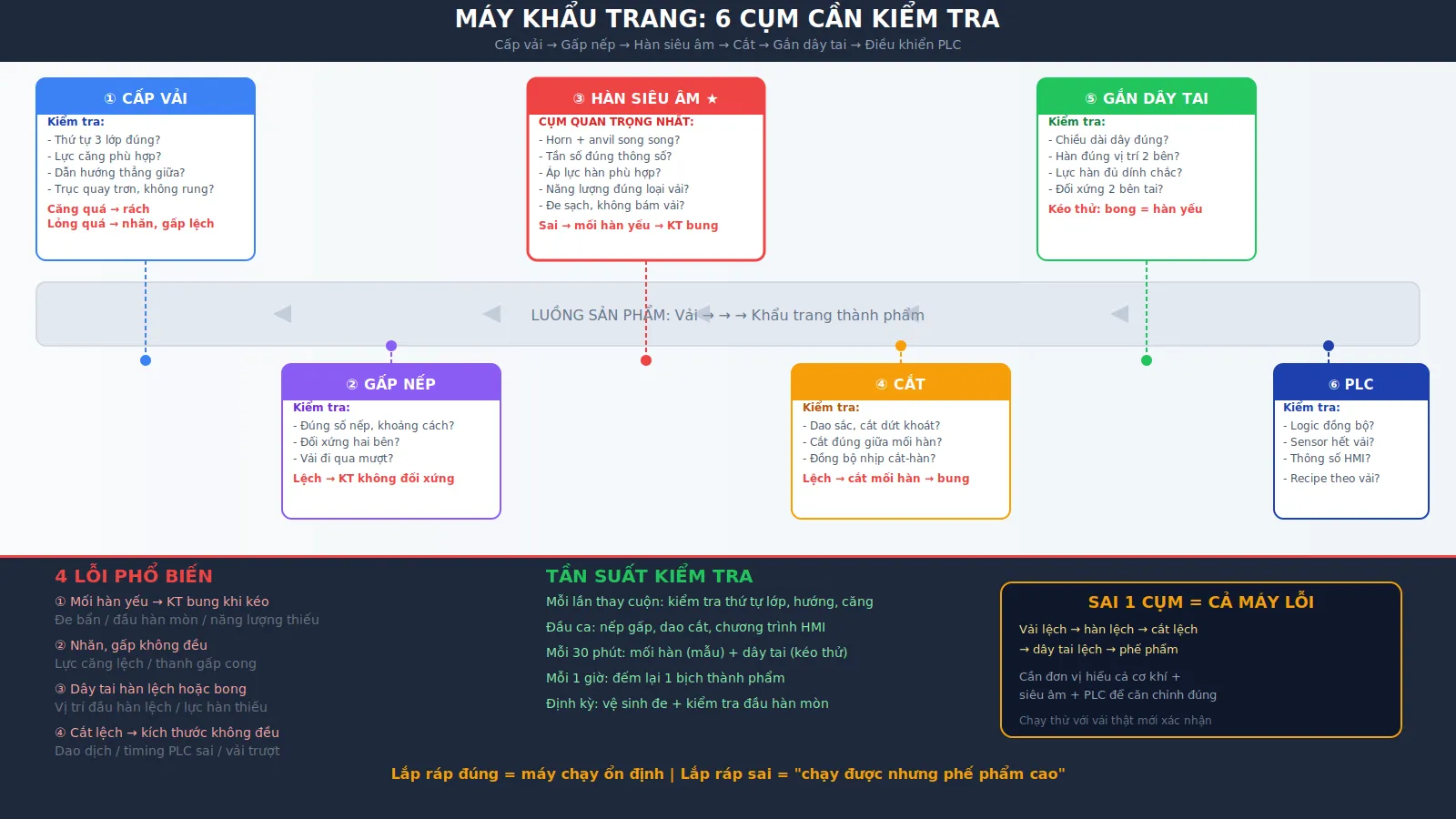
Nguyên tắc 2: Mỗi hạng mục cần tiêu chí "đạt/không đạt" rõ ràng
Không viết "kiểm tra băng tải" — mà viết: "Kiểm tra lực căng đai băng tải: ấn ngón tay giữa đai, độ chùng cho phép 10–15mm. Quá lỏng → chỉnh. Quá căng → giảm." Tiêu chí rõ → ai kiểm tra cũng cho kết quả giống nhau.
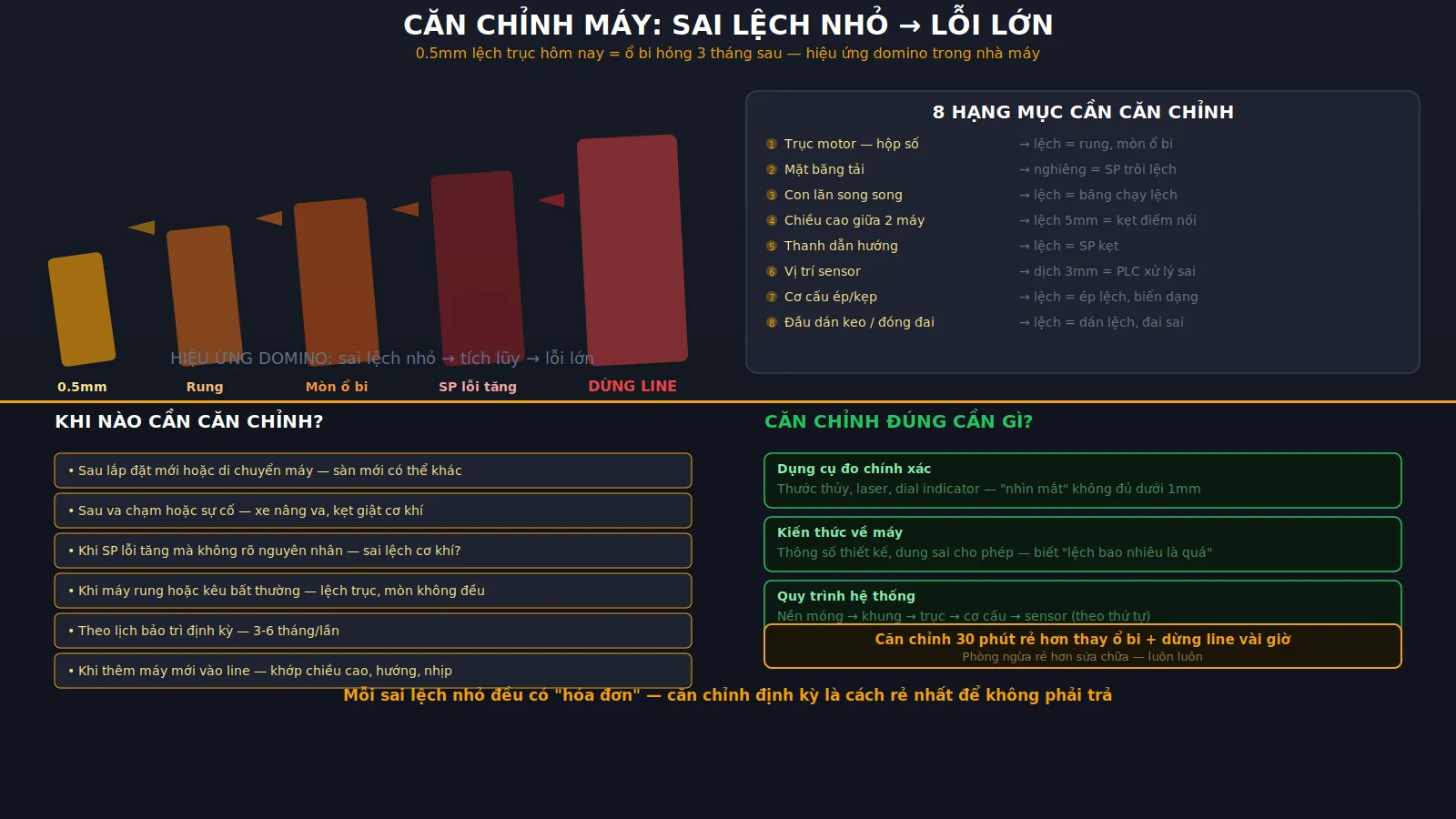
Nguyên tắc 3: Ghi nhận kết quả mỗi lần kiểm tra
Kiểm tra xong phải ghi: ngày, người kiểm tra, hạng mục, kết quả (đạt/cần chỉnh/cần thay). Ghi nhận tích lũy giúp phát hiện xu hướng: "ổ bi máy A đo lần nào cũng gần ngưỡng → thay trước khi hỏng" thay vì "ổ bi hỏng bất ngờ lúc 2 giờ sáng".
Nguyên tắc 4: Lịch phải khả thi — không quá tải đội bảo trì
Lịch quá chi tiết → đội bảo trì không có thời gian → bỏ qua → lịch thành "trang trí". Lịch tốt cân bằng giữa "đủ chi tiết để phát hiện vấn đề" và "đủ ngắn gọn để thực hiện được mỗi ngày".
Lịch bảo trì mẫu cho dây chuyền đóng gói
Dưới đây là mẫu tham khảo — cần điều chỉnh theo máy và điều kiện vận hành thực tế:
Hàng ca/hàng ngày (5–10 phút):
- Kiểm tra bằng mắt: có bụi bám sensor không, băng tải có vật lạ không, có rò khí/dầu không
- Nghe: rung/kêu bất thường từ motor, ổ bi, hộp số
- Kiểm tra mức dầu bôi trơn (nếu có đồng hồ mức)
- Dọn sạch khu vực máy (5S)
Hàng tuần (30–60 phút):
- Kiểm tra lực căng xích/đai truyền động
- Kiểm tra tình trạng con lăn băng tải (quay trơn, có bị kẹt không)
- Kiểm tra thanh dẫn hướng (thẳng, siết chặt)
- Kiểm tra bu-lông neo chân máy (có lỏng không)
- Kiểm tra hoạt động nút E-stop
- Vệ sinh sensor (bụi bám ảnh hưởng phát hiện)
Hàng tháng (2–4 giờ):
- Bôi trơn ổ bi, xích, trục theo hướng dẫn nhà sản xuất
- Kiểm tra tình trạng dây điện, đầu nối (có nóng bất thường không)
- Kiểm tra áp suất khí nén (đúng thông số, không rò)
- Kiểm tra độ mòn dao cắt, thanh hàn (nếu có)
- Backup chương trình PLC (phòng mất dữ liệu)
- Kiểm tra mặt băng tải (mòn, rách, trượt)
Hàng quý (4–8 giờ, có thể cần dừng line):
- Căn chỉnh trục motor — trục hộp số (alignment)
- Kiểm tra ngang bằng mặt băng tải (thước thủy/laser)
- Kiểm tra chiều cao đầu nối giữa các máy
- Kiểm tra tình trạng ổ bi (đo rung nếu có dụng cụ)
- Đánh giá tổng thể: linh kiện nào cần thay trong kỳ tới
Hàng nửa năm/năm (1–2 ngày, dừng line):
- Thay ổ bi theo lịch (không đợi hỏng)
- Thay xích/đai truyền động theo mức mòn
- Kiểm tra cấu trúc khung (cong, nứt, lệch)
- Hiệu chuẩn sensor, loadcell, flow meter
- Đánh giá toàn bộ PLC: logic, I/O, cảnh báo
- Lập kế hoạch linh kiện thay thế cho kỳ tới
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nhà máy FMCG, line đóng gói chạy 3 ca: Line chạy liên tục → ít thời gian bảo trì. Giải pháp: kiểm tra hàng ca 5 phút (người vận hành thực hiện), bảo trì tuần vào chiều Chủ nhật (1 giờ), bảo trì tháng vào sáng Chủ nhật (3 giờ), bảo trì quý vào ngày nghỉ lễ hoặc lịch dừng sản xuất kế hoạch.
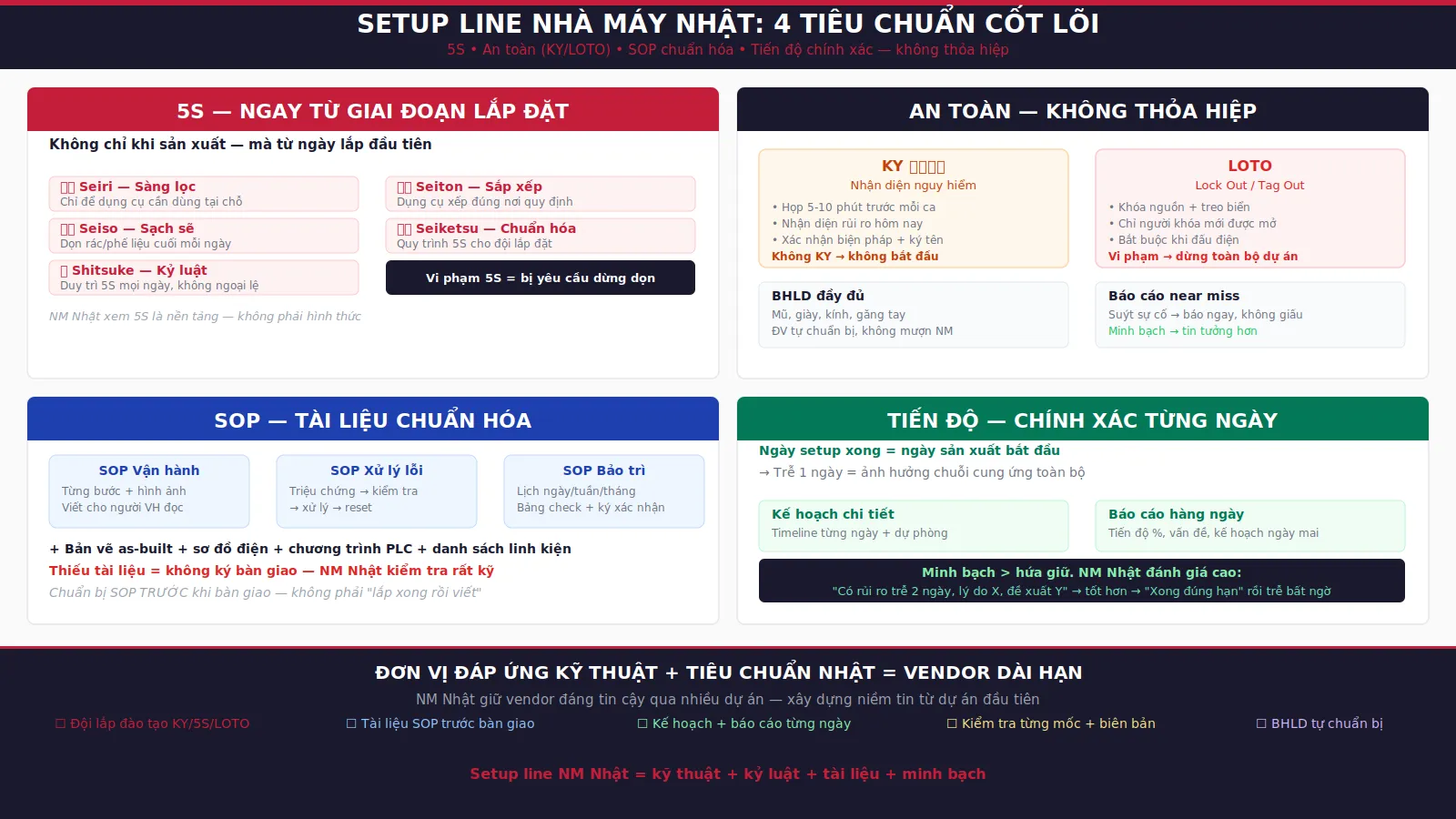
Tình huống 2 — Nhà máy Nhật, yêu cầu TPM: Nhà máy Nhật thường áp dụng TPM (Total Productive Maintenance) — người vận hành tham gia kiểm tra cơ bản hàng ngày (autonomous maintenance), đội bảo trì chuyên trách kiểm tra chuyên sâu hàng tuần/tháng. Lịch cần bảng check chi tiết, ghi nhận mỗi ca, và review hàng tuần.
Tình huống 3 — Nhà máy nhỏ, không có đội bảo trì riêng: Không có kỹ thuật viên bảo trì chuyên trách — quản lý sản xuất kiêm nhiệm. Lịch cần đơn giản: checklist hàng ngày (5 mục, tick đạt/không đạt), bảo trì sâu hàng tháng thuê đơn vị bên ngoài. Bảo trì quý/năm hợp đồng với đơn vị chuyên môn.
Lưu ý: Lịch bảo trì trên mang tính mẫu tham khảo. Tần suất và hạng mục cụ thể phụ thuộc vào loại máy, điều kiện vận hành, và hướng dẫn nhà sản xuất.
Khi nào doanh nghiệp cần xây dựng hoặc cải thiện lịch bảo trì?
Doanh nghiệp nên cân nhắc khi:
- Máy hay dừng bất ngờ — dấu hiệu bảo trì phản ứng, chưa có phòng ngừa.
- Có lịch bảo trì nhưng không ai thực hiện — lịch quá phức tạp hoặc không có trách nhiệm rõ ràng.
- Linh kiện thay thế hay hết kho — vì không dự đoán được khi nào cần thay.
- Nhà máy Nhật/Hàn yêu cầu TPM hoặc lịch bảo trì chuẩn hóa — cần xây dựng bài bản.
- Mới lắp đặt dây chuyền mới — cơ hội xây lịch đúng từ đầu.
- Muốn cải tiến dây chuyền sản xuất — bảo trì tốt là nền tảng trước khi cải tiến.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Lịch bảo trì tốt cần người hiểu máy: biết hạng mục nào quan trọng, dung sai bao nhiêu, và dấu hiệu mòn trông như thế nào. Nếu đội bảo trì nhà máy chưa quen với máy mới — hoặc máy không có tài liệu bảo trì chi tiết — cần đơn vị chế tạo/cung cấp hỗ trợ.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Lịch bảo trì riêng cho từng máy/line: Dựa trên cấu tạo máy, điều kiện vận hành thực tế, và kinh nghiệm từ các dự án tương tự.
- Tài liệu bảo trì chi tiết: Hạng mục, tiêu chí đạt/không đạt, hình minh họa — đội bảo trì nhà máy dùng được ngay.
- Đào tạo đội bảo trì: Hướng dẫn kiểm tra, phát hiện dấu hiệu mòn, và xử lý cơ bản.
- Hỗ trợ bảo trì sâu định kỳ: Đơn vị chuyên môn thực hiện bảo trì quý/năm — căn chỉnh, thay linh kiện, đánh giá tổng thể.
- Dự báo linh kiện thay thế: Dựa trên lịch sử bảo trì, dự đoán khi nào cần thay — đặt trước, không chờ hỏng.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất; và cung cấp thiết bị phụ trợ công nghiệp. Dịch vụ bảo trì — từ xây dựng lịch kiểm tra đến thực hiện bảo trì định kỳ — là phần hoàn thiện quy trình từ chế tạo → lắp đặt → vận hành → bảo trì mà AKS-VINA cung cấp.
Kết luận
Bảo trì dây chuyền sản xuất hiệu quả bắt đầu từ lịch kiểm tra phù hợp — không quá phức tạp (sẽ bỏ), không quá đơn giản (sẽ bỏ sót). Phân hạng mục theo tần suất (ca/tuần/tháng/quý), đặt tiêu chí rõ ràng cho mỗi hạng mục, ghi nhận kết quả mỗi lần, và review định kỳ — đó là cách chuyển từ "sửa khi hỏng" sang "phát hiện trước khi hỏng".
Một lịch bảo trì đúng rẻ hơn rất nhiều so với một lần dừng line khẩn cấp.
Nếu doanh nghiệp cần xây dựng lịch bảo trì hoặc cần đơn vị hỗ trợ bảo trì định kỳ, AKS-VINA sẵn sàng tư vấn và đồng hành.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội