Cơ cấu ép dán trong máy tự động: lực, thời gian, độ chính xác

Cơ cấu ép dán trong máy tự động: kiểm soát lực, thời gian và độ chính xác
Trong nhiều công đoạn sản xuất — dán nhãn, dán decal, bôi keo và ép linh kiện, dán màng bảo vệ, ép gioăng vào rãnh — chất lượng mối dán hoặc mối ép phụ thuộc vào ba yếu tố kiểm soát được: lực ép, thời gian giữ và độ chính xác định vị. Cơ cấu ép dán trong máy tự động đảm nhiệm đúng ba nhiệm vụ này — và khi một trong ba không đúng, mối dán sẽ kém bền, lệch vị trí hoặc làm hỏng sản phẩm.
Bài viết này phân tích cơ cấu ép dán là gì, ba yếu tố cần kiểm soát, các loại cơ cấu phổ biến, so sánh và tiêu chí lựa chọn phù hợp cho từng ứng dụng.
Cơ cấu ép dán là gì?
Cơ cấu ép dán là hệ thống cơ khí và dẫn động (xi lanh khí nén, xy lanh thủy lực hoặc động cơ servo) tạo ra lực ép và giữ trong khoảng thời gian nhất định để hình thành hoặc hoàn thiện mối dán, mối ép giữa hai bề mặt.
Cơ cấu ép dán xuất hiện trong nhiều dạng ứng dụng:
- Ép dán nhãn, decal, tấm phim bảo vệ lên sản phẩm.
- Ép chặt linh kiện sau khi bôi keo, chờ keo đông.
- Ép gioăng vào rãnh để đảm bảo kín khí hoặc kín nước.
- Dán màng lên bề mặt tấm hoặc linh kiện.
- Ép tấm vào khung để định hình cấu trúc.
Trong nhiều trường hợp, cơ cấu ép dán là phần quyết định chất lượng sản phẩm — không phải khâu bôi keo hay đặt vật liệu.
Ba yếu tố kiểm soát trong cơ cấu ép dán
1. Lực ép (pressing force)
Lực ép cần đủ để đảm bảo tiếp xúc đều và ổn định giữa hai bề mặt — không thiếu đến mức mối dán yếu, không thừa đến mức làm biến dạng hoặc vỡ sản phẩm.
Với keo nhiệt hay keo áp lực, lực ép ảnh hưởng trực tiếp đến diện tích tiếp xúc thực tế và độ bám. Với gioăng cao su, lực ép quá mạnh làm gioăng biến dạng vĩnh viễn và mất tính đàn hồi.
Lực ép cần được xác định theo vật liệu và yêu cầu công đoạn, không đặt theo cảm tính.
2. Thời gian giữ (dwell time)
Keo cần thời gian để đông hoặc thấm vào bề mặt. Ép đúng lực nhưng nhả quá nhanh sẽ cho mối dán kém bền — đặc biệt với keo hai thành phần hoặc keo UV cần thời gian phản ứng.
Thời gian giữ cũng ảnh hưởng đến nhịp sản xuất: quá lâu làm chậm tốc độ line, quá ngắn làm giảm chất lượng. Cần cân bằng giữa chất lượng mối dán và năng suất.
3. Độ chính xác định vị trước khi ép
Nếu sản phẩm hoặc vật liệu dán không đứng đúng vị trí trước khi cơ cấu ép xuống, mối dán sẽ lệch — dù lực và thời gian hoàn toàn đúng. Đây là lý do cơ cấu ép dán không thể tách rời khỏi cơ cấu định vị sản phẩm phía trước.
Độ chính xác định vị cần đáp ứng yêu cầu dung sai của từng ứng dụng — dán decal thẩm mỹ có thể chấp nhận sai số lớn hơn dán linh kiện điện tử.
Các loại cơ cấu ép dán và cách dẫn động
Xi lanh khí nén
Cơ cấu ép dùng xi lanh khí nén phổ biến nhất vì đơn giản, nhanh và chi phí thấp. Lực ép được kiểm soát qua áp suất khí cấp vào. Tốc độ ép có thể điều chỉnh qua van tiết lưu.
Ưu điểm: đơn giản, đáp ứng nhanh, bảo trì dễ. Hạn chế: lực ép biến động theo áp suất khí nén; khó kiểm soát lực chính xác khi yêu cầu cao.
Xi lanh thủy lực
Dùng cho lực ép lớn hơn xi lanh khí nén. Phù hợp với các ứng dụng cần lực ép cao và ổn định.
Ưu điểm: lực lớn, ổn định. Hạn chế: hệ thống phức tạp hơn, cần bơm thủy lực, rủi ro rò dầu.
Dẫn động servo (servo press)
Servo điều khiển cả vị trí, tốc độ và lực ép chính xác theo chương trình. Phù hợp với ứng dụng yêu cầu kiểm soát lực ép chặt chẽ và ghi nhận dữ liệu quá trình.
Ưu điểm: kiểm soát lực và vị trí chính xác, lập trình linh hoạt, có thể giám sát và ghi dữ liệu. Hạn chế: chi phí đầu tư và bảo trì cao hơn.
So sánh ba loại dẫn động cơ cấu ép dán
| Tiêu chí | Khí nén | Thủy lực | Servo |
|---|---|---|---|
| Lực ép | Trung bình | Lớn | Trung bình – lớn (điều chỉnh được) |
| Độ chính xác lực | Vừa | Vừa | Cao |
| Kiểm soát vị trí | Hành trình cố định | Hành trình cố định | Lập trình chính xác |
| Tốc độ đáp ứng | Nhanh | Trung bình | Linh hoạt |
| Chi phí | Thấp nhất | Trung bình | Cao nhất |
| Phù hợp khi | Lực vừa, yêu cầu không quá cao | Cần lực lớn | Yêu cầu kiểm soát chặt, giám sát dữ liệu |
Ví dụ ứng dụng trong nhà máy sản xuất
Một nhà máy sản xuất điện tử có công đoạn dán tấm màng bảo vệ lên màn hình cảm ứng sau khi bôi keo UV. Yêu cầu: màng dán không bọt khí, không lệch, lực ép đều toàn bề mặt.
Trong tình huống điển hình, cơ cấu ép dán với đầu ép phẳng có đệm mềm đều lực, kết hợp thời gian giữ đúng theo đặc tính keo và cơ cấu định vị chính xác trước khi ép có thể giúp đảm bảo tiếp xúc đều trên toàn bề mặt, hỗ trợ giảm tỷ lệ bọt khí và dán lệch, góp phần ổn định chất lượng sản phẩm theo ca. Kết quả cụ thể tùy theo loại keo, vật liệu và yêu cầu thực tế.
Các lỗi thường gặp khi cơ cấu ép dán không được thiết kế đúng
- Mối dán không đều: đầu ép không phẳng hoặc bề mặt sản phẩm không đứng đúng vị trí trước khi ép.
- Bọt khí trong lớp dán: ép nhanh quá, không đủ thời gian khí thoát ra; hoặc đầu ép không ép từ một phía sang phía kia.
- Sản phẩm bị biến dạng hoặc vỡ: lực ép quá lớn so với yêu cầu.
- Mối dán bong sau thời gian ngắn: thời gian giữ không đủ cho keo đông đúng.
- Lệch vị trí dán: cơ cấu định vị yếu hoặc không đủ chính xác trước khi ép.
Checklist trước khi đặt chế tạo cơ cấu ép dán
- Xác định lực ép cần thiết theo vật liệu và loại keo/mối dán.
- Xác định thời gian giữ theo đặc tính keo (đông nhanh hay chậm).
- Xác định yêu cầu độ chính xác định vị (dung sai cho phép).
- Đánh giá diện tích bề mặt ép và hình dạng đầu ép cần.
- Chọn loại dẫn động phù hợp: khí nén, thủy lực hay servo.
- Xem xét tốc độ ép và nhả để không làm hỏng sản phẩm hoặc làm bọt khí.
- Kiểm tra tích hợp với cơ cấu định vị và cơ cấu cấp sản phẩm.
Khi nào doanh nghiệp nên sử dụng cơ cấu ép dán tự động?
Cơ cấu ép dán tự động phù hợp khi:
- Công đoạn ép dán tay đang cho chất lượng không đồng đều (lực không ổn định, thời gian giữ không đủ).
- Sản lượng đủ lớn để đầu tư cơ cấu tự động tạo hiệu quả so với thủ công.
- Yêu cầu mối dán chính xác về vị trí và lực — không thể đạt được bằng tay đều đặn qua nhiều ca.
- Đang thiết kế máy công nghiệp theo yêu cầu cần tích hợp công đoạn ép dán.
- Đang cải tiến dây chuyền sản xuất và muốn tự động hóa khâu dán/ép hiện tại.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Cơ cấu ép dán phải được thiết kế gắn với bài toán thực tế: loại keo, đặc tính bề mặt, yêu cầu dung sai và tốc độ line. Đầu ép, hành trình, lực và thời gian giữ đều cần tính toán theo từng ứng dụng — không có cơ cấu tiêu chuẩn dùng được cho mọi loại dán.
Đơn vị có năng lực thiết kế và chế tạo trọn gói sẽ tích hợp cơ cấu ép dán đồng bộ với định vị và cơ cấu cấp phôi — thay vì ba phần do ba bên khác nhau xử lý rồi mới ghép lại.
AKS-VINA (thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh) hoạt động trong lĩnh vực chế tạo máy công nghiệp và thiết bị phụ trợ công nghiệp, với kinh nghiệm thiết kế và chế tạo máy công nghiệp theo yêu cầu — bao gồm các ứng dụng line vệ sinh và bôi keo tự động, tích hợp cơ cấu ép dán phù hợp với từng loại sản phẩm và yêu cầu chất lượng mối dán.
Kết luận
Cơ cấu ép dán trong máy tự động kiểm soát ba yếu tố quyết định chất lượng mối dán: lực ép đúng, thời gian giữ đủ và định vị chính xác trước khi ép. Thiếu sót ở bất kỳ yếu tố nào đều dẫn đến mối dán lệch, yếu hoặc gây hỏng sản phẩm. Thiết kế đúng từ đầu — bao gồm lựa chọn loại dẫn động phù hợp và tích hợp với cơ cấu định vị — là cách để cơ cấu ép dán hoạt động ổn định qua nhiều ca sản xuất.
Nếu bạn đang cần thiết kế cơ cấu ép dán cho công đoạn cụ thể trong nhà máy, hãy liên hệ AKS-VINA để được tư vấn và khảo sát:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11 Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.
Tin mới nhất
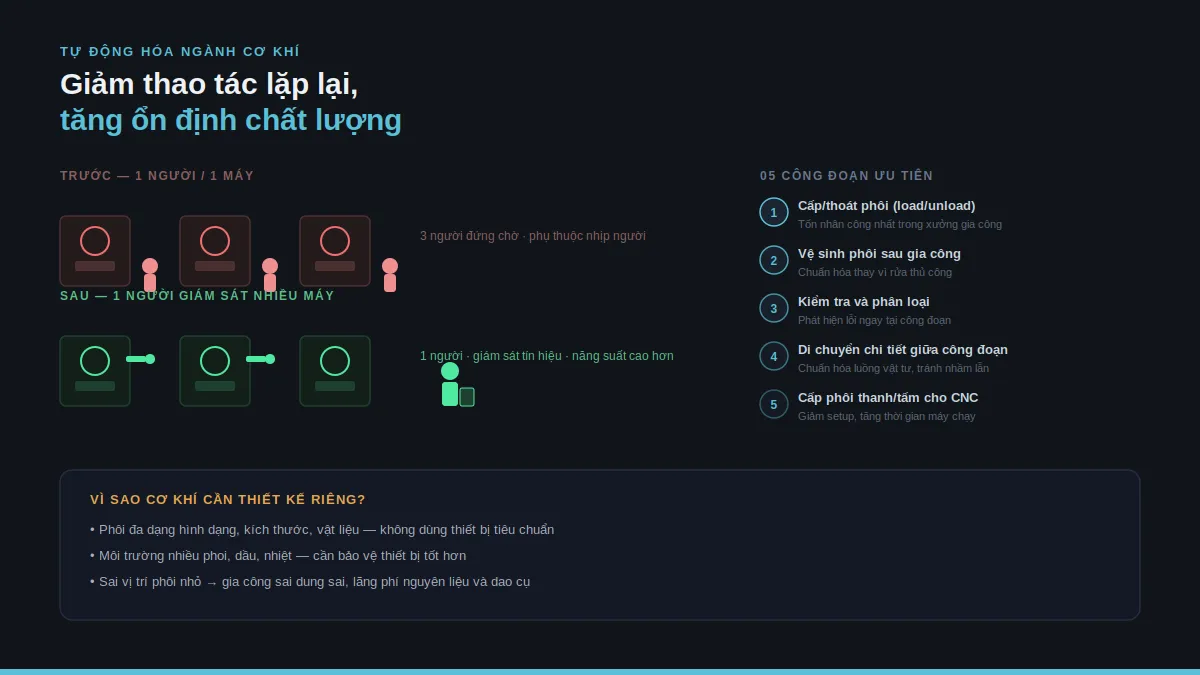
Tự động hóa ngành cơ khí: giảm thao tác lặp lại, ổn định chất lượng

Tự động hóa ngành bao bì: công đoạn nào dễ triển khai nhất?
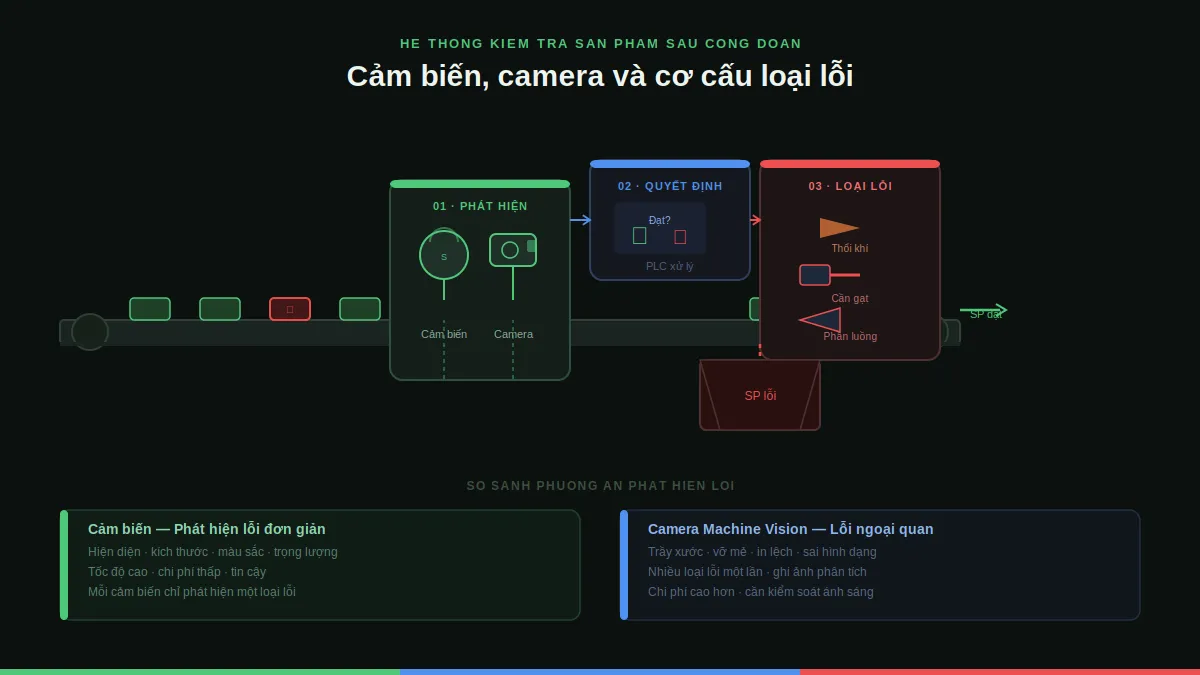
Hệ thống kiểm tra sản phẩm: cảm biến, camera và loại
Cơ cấu ép dán trong máy tự động: lực, thời gian, độ chính xác