Đào tạo vận hành máy sau lắp đặt: nội dung cần có
Đào tạo vận hành máy sau lắp đặt: nội dung nào cần có?
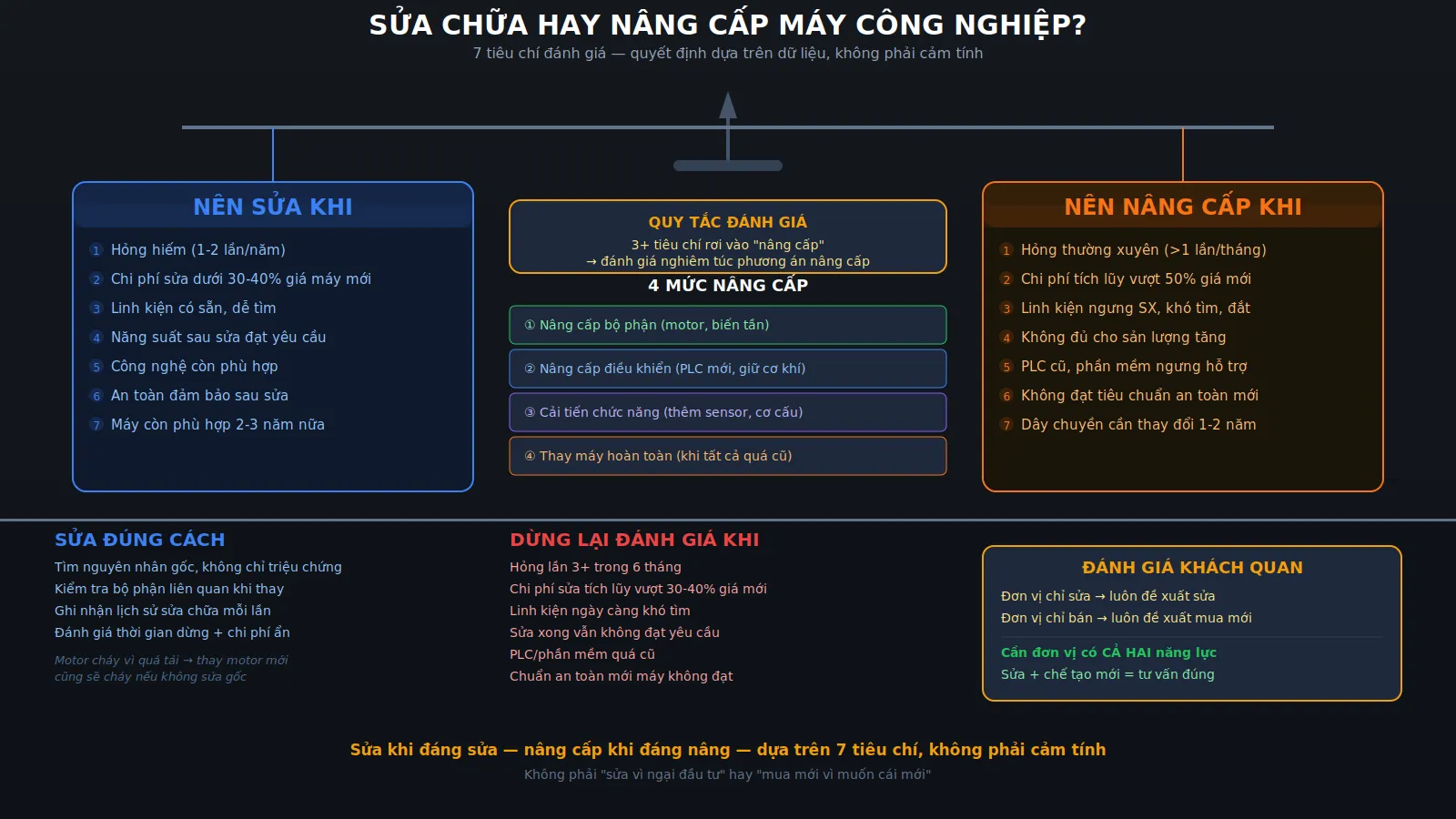
Máy lắp xong, chạy thử đạt, bàn giao tài liệu đầy đủ — nhưng nếu người vận hành không biết cách chạy, không biết xử lý khi máy báo lỗi, không biết kiểm tra gì đầu ca — thì tài liệu chỉ nằm trong tủ và máy sẽ chạy sai. Đào tạo vận hành máy sau lắp đặt là bước kết nối giữa "máy sẵn sàng" và "nhà máy tự vận hành được" — và nội dung đào tạo quyết định người vận hành có thể xử lý bao nhiêu phần trăm tình huống mà không cần gọi đơn vị lắp đặt.
Bài viết này giúp doanh nghiệp hiểu đào tạo vận hành cần bao gồm những nội dung gì, tổ chức ra sao, và lỗi thường gặp khi đào tạo không đầy đủ.
Vì sao đào tạo vận hành quan trọng hơn tài liệu?
Tài liệu (SOP, hướng dẫn xử lý lỗi) là cần thiết — nhưng không đủ:
Người vận hành không đọc tài liệu. Thực tế phổ biến: SOP bàn giao → cất vào tủ → chạy theo "người cũ chỉ". Khi người cũ nghỉ, người mới không có ai chỉ, SOP không biết ở đâu.
Tài liệu không thay thế được thực hành. Đọc SOP biết "bấm nút Start" — nhưng chưa bao giờ bấm thật → lần đầu bấm vẫn bỡ ngỡ. Đào tạo tại máy (hands-on) giúp người vận hành thực hành ngay trên máy thật.
Xử lý lỗi cần kinh nghiệm, không chỉ kiến thức. SOP ghi "nếu đèn đỏ sáng → kiểm tra sensor A" — nhưng sensor A ở đâu? Trông như thế nào? Vệ sinh bằng gì? Đào tạo giúp người vận hành nhìn thấy, chạm vào, và tự làm — trước khi gặp lỗi thật.
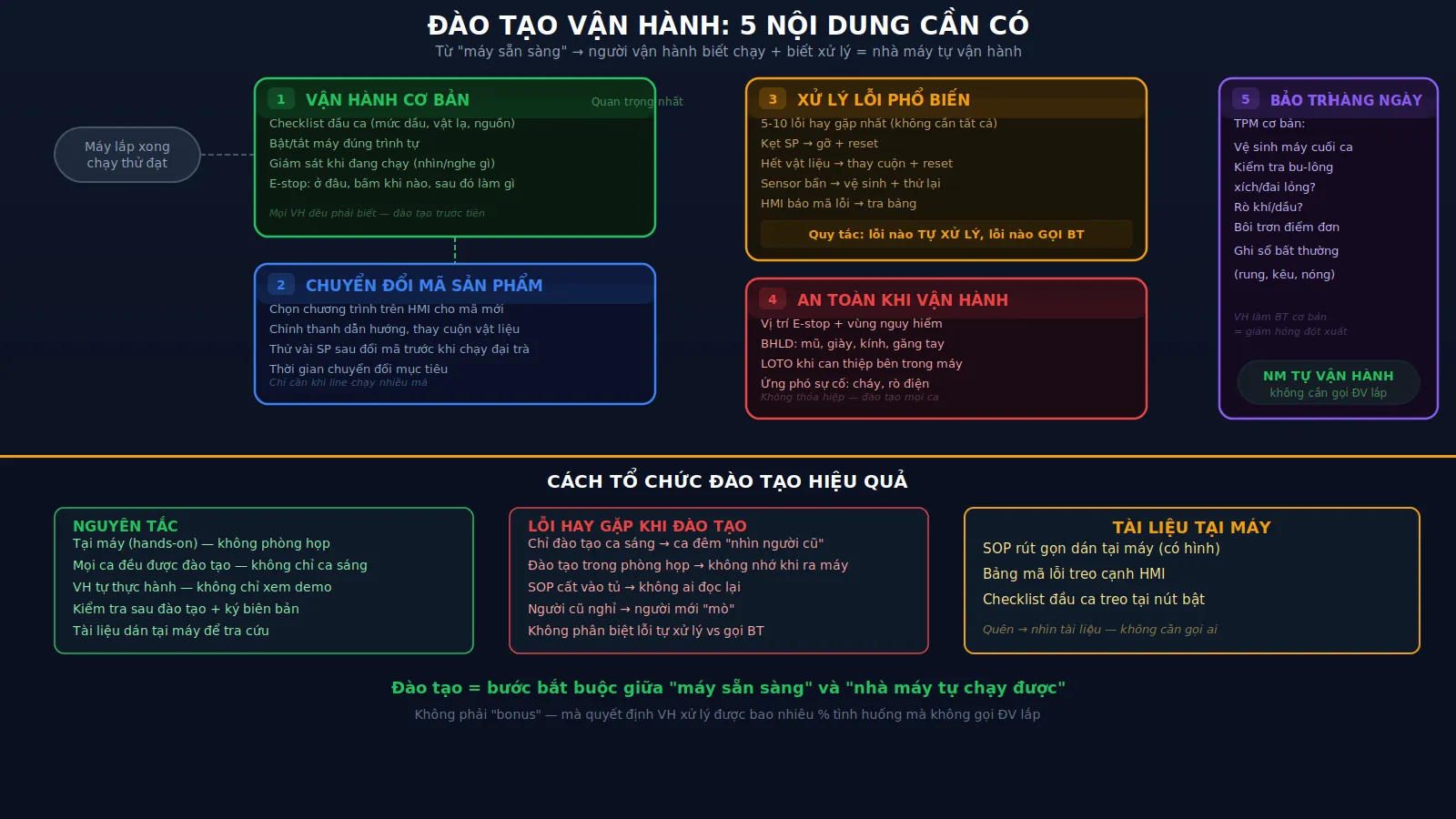
5 nội dung đào tạo vận hành máy cần có
Nội dung 1: Vận hành cơ bản hàng ngày
Đây là phần quan trọng nhất — mọi người vận hành đều cần biết:
- Kiểm tra gì trước khi bật máy (checklist đầu ca): mức dầu, vật lạ trên băng tải, nguồn điện/khí.
- Cách bật máy đúng trình tự: bật tủ điện → bật nguồn khí → bật PLC → chạy máy.
- Cách tắt máy đúng trình tự: ngược lại bật.
- Cách giám sát khi máy đang chạy: nhìn gì, nghe gì, kiểm tra gì.
- Cách xử lý khi cần dừng khẩn: bấm E-stop ở đâu, làm gì sau khi bấm.
Nội dung 2: Chuyển đổi mã sản phẩm
Nếu máy/line chạy nhiều mã:
- Cách chọn chương trình trên HMI cho mã mới.
- Cách chỉnh thanh dẫn hướng (nếu chỉnh tay) theo kích thước mới.
- Cách thay cuộn vật liệu (băng keo, đai, màng) nếu đổi loại.
- Kiểm tra gì sau khi đổi mã trước khi chạy: thử vài sản phẩm, kiểm tra chất lượng.
- Thời gian chuyển đổi mục tiêu — để người vận hành biết "nhanh bao nhiêu là đủ".
Nội dung 3: Xử lý lỗi phổ biến
Không cần đào tạo tất cả lỗi — chỉ cần 5–10 lỗi phổ biến nhất:
| Lỗi | Dấu hiệu | Người vận hành tự xử lý |
|---|---|---|
| Kẹt sản phẩm trên băng tải | Máy dừng, đèn cảnh báo | Gỡ sản phẩm kẹt → reset → chạy lại |
| Hết vật liệu (đai, keo, màng) | Cảnh báo trên HMI | Thay cuộn mới theo hướng dẫn → reset |
| Sensor bẩn — phát hiện sai | Sản phẩm đi qua nhưng máy không phản ứng | Vệ sinh sensor bằng khăn mềm → thử lại |
| Mối hàn/dán yếu | Sản phẩm bung khi kiểm tra | Báo bảo trì (không tự chỉnh thông số hàn) |
| HMI báo mã lỗi | Mã lỗi hiển thị trên màn hình | Tra bảng mã lỗi → xử lý theo hướng dẫn hoặc gọi bảo trì |
Quy tắc vàng: Đào tạo rõ "lỗi nào người vận hành tự xử lý" và "lỗi nào gọi bảo trì" — tránh tự ý chỉnh máy gây hỏng thêm.
Nội dung 4: An toàn khi vận hành
- Vị trí nút E-stop và cách sử dụng.
- Các vùng nguy hiểm trên máy (cơ cấu chuyển động, vùng nóng, vùng điện cao áp) — không đưa tay vào khi máy đang chạy.
- Bảo hộ lao động cần mang: mũ, giày, kính, găng tay (tùy máy).
- Quy trình LOTO khi cần can thiệp bên trong máy: tắt nguồn → khóa → treo biển → thao tác → mở khóa.
- Cách ứng phó sự cố: cháy, rò điện, chấn thương.
Nội dung 5: Bảo trì hàng ngày do người vận hành thực hiện
Trong mô hình TPM (Total Productive Maintenance), người vận hành thực hiện bảo trì cơ bản:
- Vệ sinh máy cuối ca: lau bụi, dọn mảnh vụn, vệ sinh sensor.
- Kiểm tra nhanh: bu-lông có lỏng không, xích/đai có trùng không, có rò khí/dầu không.
- Bôi trơn điểm đơn giản (nếu có hướng dẫn cụ thể).
- Ghi nhận bất thường vào sổ vận hành: rung lạ, kêu lạ, nóng lạ — để bảo trì kiểm tra.
Cách tổ chức đào tạo vận hành hiệu quả
Đào tạo tại máy (hands-on), không phải trong phòng họp. Người vận hành cần thấy máy thật, chạm nút thật, thực hành gỡ kẹt thật — không phải xem slide.
Đào tạo theo ca — tất cả ca đều được đào tạo. Nếu chỉ đào tạo ca sáng, ca đêm sẽ vận hành "theo lời kể" — rủi ro sai. Mỗi ca cần ít nhất 1 buổi đào tạo trực tiếp.
Cho người vận hành thực hành từng nội dung. Không chỉ "xem demo" — mà tự bấm, tự chuyển mã, tự gỡ kẹt (khi máy đã dừng an toàn), tự vệ sinh sensor.
Kiểm tra sau đào tạo. Hỏi vài câu hoặc yêu cầu thao tác lại — xác nhận hiểu. Ký biên bản đào tạo — ghi nhận ai đã được đào tạo, nội dung gì.
Để lại tài liệu tra cứu. SOP dán tại máy (bản rút gọn, có hình), bảng mã lỗi treo cạnh HMI, checklist đầu ca treo tại vị trí bật máy. Khi quên → nhìn tài liệu — không phải gọi ai.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Lắp line đóng gói mới, đào tạo 3 ca: Line gồm: máy dán keo, đóng đai, băng tải. Đào tạo: 2 giờ/ca × 3 ca = 6 giờ tổng. Nội dung: vận hành cơ bản, chuyển đổi 3 mã thùng, 5 lỗi phổ biến, an toàn (E-stop, LOTO), vệ sinh cuối ca. Sau đào tạo: người vận hành tự chạy ca đầu tiên dưới giám sát của đội lắp đặt → ca thứ hai tự chạy hoàn toàn.
Tình huống 2 — Nhà máy Nhật yêu cầu đào tạo theo TPM: Đào tạo chia 2 phần: (1) vận hành cơ bản + chuyển đổi mã — cho người vận hành, (2) bảo trì cơ bản hàng ngày — cho người vận hành thực hiện autonomous maintenance. Mỗi phần có checklist riêng, biên bản đào tạo có ký tên. Review sau 1 tháng — đánh giá người vận hành có thực hiện đúng không.
Tình huống 3 — Người vận hành nghỉ, người mới vào: Không có đào tạo ban đầu (vì máy lắp 2 năm trước). Người mới "nhìn người cũ" — nhưng người cũ cũng quên một số thao tác. Giải pháp: đơn vị lắp đặt quay lại đào tạo bổ sung — hoặc đào tạo "train the trainer" cho 1 người kinh nghiệm, người đó đào tạo lại cho người mới theo SOP.
Lưu ý: Các tình huống trên mang tính minh họa. Nội dung và thời lượng đào tạo cụ thể tùy thuộc vào máy và yêu cầu nhà máy.
Khi nào doanh nghiệp cần đào tạo vận hành máy?
Doanh nghiệp cần khi:
- Lắp đặt máy/dây chuyền mới — đào tạo ngay sau lắp đặt, trước khi vào sản xuất.
- Người vận hành mới vào — cần đào tạo cùng nội dung người cũ đã được đào tạo.
- Nâng cấp máy hoặc thay đổi chức năng — nội dung vận hành thay đổi, cần đào tạo lại.
- Sản phẩm lỗi tăng mà máy vẫn bình thường — có thể do người vận hành thao tác sai.
- Nhà máy Nhật/Hàn yêu cầu biên bản đào tạo — cần tổ chức bài bản, có ghi nhận.
- Muốn triển khai TPM — cần đào tạo autonomous maintenance cho người vận hành.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Đào tạo vận hành hiệu quả nhất khi người đào tạo hiểu máy sâu — biết vì sao phải bấm nút đó, vì sao phải kiểm tra điểm đó, và lỗi nào hay xảy ra nhất. Nếu đơn vị đào tạo không phải đơn vị chế tạo/lắp đặt — nội dung sẽ "theo sách" thay vì "theo thực tế".
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Đào tạo bởi đội chế tạo/lắp đặt: Người đào tạo là người hiểu máy sâu nhất — trả lời được mọi câu hỏi "vì sao" của người vận hành.
- Đào tạo tại máy (hands-on): Thực hành trên máy thật, tại nhà máy, với sản phẩm thật — không phải xem slide trong phòng họp.
- Tài liệu đào tạo sẵn sàng: SOP, bảng mã lỗi, checklist đầu ca — đã chuẩn bị trong bộ tài liệu bàn giao, dùng luôn cho đào tạo.
- Hỗ trợ đào tạo bổ sung: Khi người mới vào hoặc nâng cấp máy — AKS-VINA quay lại đào tạo thêm.
- Biên bản đào tạo: Danh sách người được đào tạo, nội dung, ký xác nhận — đáp ứng yêu cầu audit.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Đào tạo vận hành máy là phần hoàn thiện mỗi dự án lắp đặt — đảm bảo nhà máy tự vận hành được ngay sau bàn giao.
Kết luận
Đào tạo vận hành máy không phải "bonus" — mà là bước bắt buộc giữa "máy sẵn sàng" và "nhà máy tự chạy được". 5 nội dung (vận hành cơ bản, chuyển đổi mã, xử lý lỗi, an toàn, bảo trì hàng ngày) là mức tối thiểu. Đào tạo tại máy, mọi ca đều được đào tạo, và để lại tài liệu tra cứu — đó là cách đảm bảo người vận hành không chỉ "biết chạy" mà "biết xử lý" khi phát sinh vấn đề.
Nếu doanh nghiệp cần đào tạo vận hành cho máy/dây chuyền mới hoặc đào tạo bổ sung cho nhân sự mới, AKS-VINA sẵn sàng hỗ trợ.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.