Di chuyển line sản xuất: 8 rủi ro cần kiểm soát
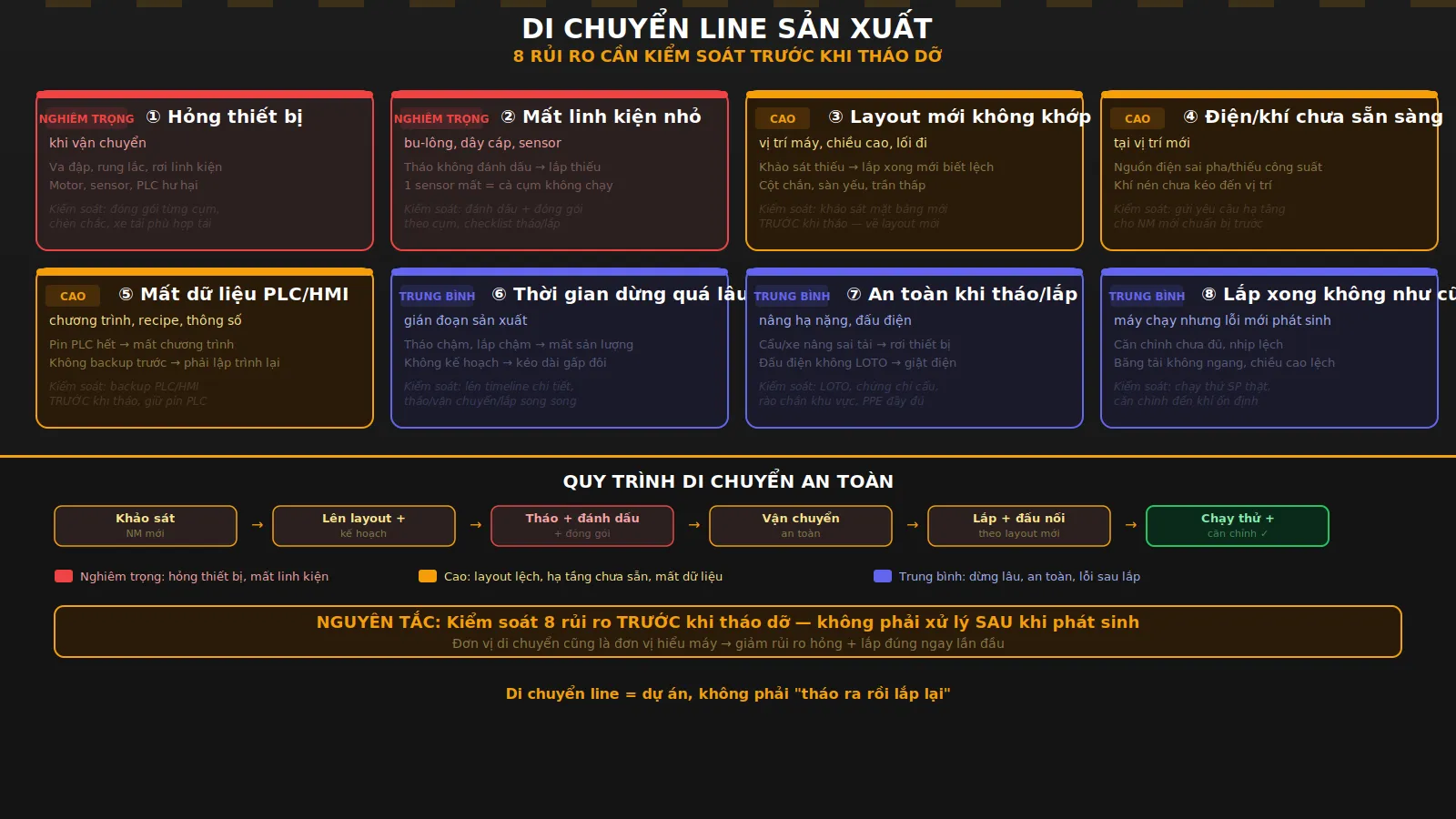
Di chuyển line sản xuất: 8 rủi ro cần kiểm soát trước khi tháo dỡ
Di chuyển line sản xuất — từ vị trí cũ sang vị trí mới trong cùng nhà máy, hoặc sang nhà máy khác — nghe như "tháo ra rồi lắp lại". Nhưng thực tế phức tạp hơn nhiều: máy bị hỏng khi vận chuyển, linh kiện nhỏ bị mất, dây điện tháo xong không biết đấu lại sao, vị trí mới khác layout cũ nên không lắp được y hệt, và sau khi lắp lại — line chạy không ổn như trước dù "cùng máy, cùng cách". Mỗi rủi ro đều có thể kiểm soát được — nhưng chỉ khi được xác định và xử lý trước khi tháo dỡ.
Bài viết này liệt kê 8 rủi ro phổ biến khi di chuyển line sản xuất và cách kiểm soát từng rủi ro — giúp doanh nghiệp chuẩn bị kỹ trước khi bắt đầu.
8 rủi ro cần kiểm soát khi di chuyển line sản xuất
Rủi ro 1: Không có bản vẽ hoặc tài liệu kỹ thuật của line hiện tại
Nhiều line đã lắp từ lâu — bản vẽ mất, sơ đồ điện không còn, PLC được sửa nhiều lần không cập nhật. Khi tháo xong, không có tài liệu để lắp lại đúng.
Cách kiểm soát: trước khi tháo, khảo sát và ghi nhận hiện trạng — chụp ảnh tất cả đấu nối (cơ khí, điện, khí), đánh dấu từng dây/ống, vẽ lại sơ đồ layout, backup chương trình PLC. Đây là bước tốn thời gian nhất nhưng tiết kiệm nhiều nhất khi lắp lại.
Rủi ro 2: Thiết bị bị hỏng khi tháo dỡ hoặc vận chuyển
Tháo vội → gãy bu-lông, cong khung, vỡ sensor. Vận chuyển không chèn → va đập, biến dạng. Máy tinh chỉnh cao (máy cắt, máy đo) đặc biệt nhạy — một va chạm nhỏ có thể lệch trục.
Cách kiểm soát: tháo theo quy trình từng cụm (không tháo rời tất cả), đóng gói từng cụm có đệm/chèn, đánh dấu mặt trên/dưới, dùng pallet hoặc thùng gỗ cho cụm nặng. Vận chuyển bằng xe phù hợp tải trọng, có chèn chống rung.
Rủi ro 3: Mất linh kiện nhỏ — bu-lông, đầu nối, sensor, dây tín hiệu
Hàng trăm bu-lông, đầu nối, dây cáp ngắn, sensor nhỏ — khi tháo rời rất dễ mất nếu không đóng gói và ghi nhận. Đến khi lắp lại thiếu 1 bu-lông đặc biệt hoặc 1 đầu nối hiếm — phải chờ đặt hàng.
Cách kiểm soát: mỗi cụm tháo ra → linh kiện nhỏ cho vào túi zip đánh dấu tên cụm, chụp ảnh trước khi tháo, ghi danh sách linh kiện. Túi zip gắn vào cụm tương ứng.
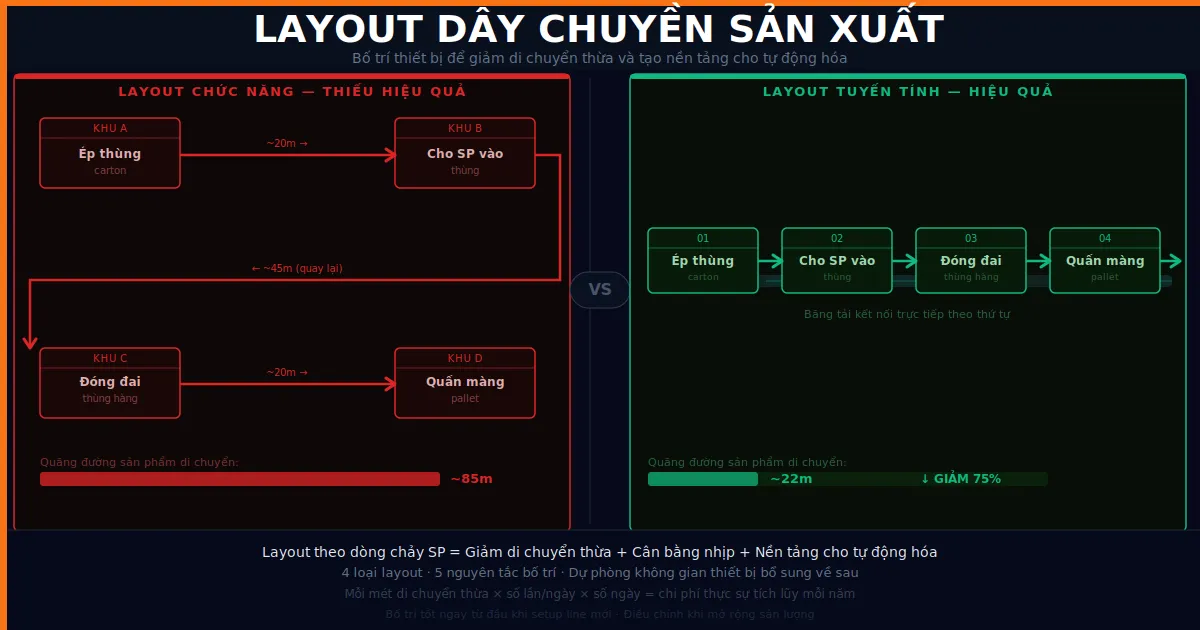
Rủi ro 4: Vị trí mới khác layout cũ — không lắp được y hệt
Nhà máy mới có cột ở vị trí khác, rãnh thoát nước khác, chiều cao trần khác, cửa ra vào khác. Layout cũ không áp được y hệt → cần thiết kế layout mới.
Cách kiểm soát: khảo sát vị trí mới TRƯỚC khi tháo — đo đạc mặt bằng, xác định ràng buộc (cột, rãnh, lối đi, nguồn điện/khí), và thiết kế layout mới trước. Khi tháo, biết sẽ lắp lại theo layout nào.
Rủi ro 5: Nguồn điện, khí nén, nước tại vị trí mới không sẵn sàng
Tháo line xong, vận chuyển đến — nhưng vị trí mới chưa kéo nguồn điện, chưa có ống khí nén, hoặc pha điện khác. Line phải chờ hạ tầng — mất thời gian, tăng chi phí.
Cách kiểm soát: xác định yêu cầu hạ tầng (pha, công suất, vị trí tủ điện, áp khí nén, thoát nước) → gửi cho nhà máy mới chuẩn bị TRƯỚC khi di chuyển. Hạ tầng sẵn sàng trước, line đến là lắp ngay.
Rủi ro 6: Chương trình PLC bị mất hoặc không tương thích
PLC được sửa nhiều lần, phiên bản hiện tại khác bản gốc. Nếu không backup trước khi tháo — sau khi lắp lại, PLC chạy sai logic hoặc mất chương trình. Hoặc PLC cũ quá, phần mềm lập trình không còn hỗ trợ.
Cách kiểm soát: backup chương trình PLC (bao gồm cả thông số HMI) TRƯỚC khi tháo bất kỳ dây nào. Lưu ít nhất 2 bản backup ở 2 nơi khác nhau. Nếu PLC quá cũ, cân nhắc nâng cấp PLC mới trong lần di chuyển.
Rủi ro 7: Thời gian dừng sản xuất kéo dài hơn dự kiến
Doanh nghiệp thường ước tính "di chuyển mất 1 tuần" — nhưng thực tế kéo 2–3 tuần vì vấn đề phát sinh: hỏng khi tháo, thiếu linh kiện, hạ tầng chưa sẵn, lắp lại cần căn chỉnh lại nhiều hơn dự kiến.
Cách kiểm soát: lập kế hoạch chi tiết từng ngày (tháo → đóng gói → vận chuyển → chuẩn bị hạ tầng → lắp → chạy thử), tính thêm dự phòng. Phối hợp song song: trong khi tháo ở vị trí cũ, chuẩn bị hạ tầng ở vị trí mới.
Rủi ro 8: Line lắp lại nhưng chạy không ổn định như trước
Lắp lại đúng vị trí, đấu đúng dây — nhưng line chạy rung hơn, lệch hơn, hoặc nhịp không đều. Nguyên nhân: sàn mới có độ phẳng khác, nền móng chưa đủ cứng, hoặc căn chỉnh sau lắp chưa kỹ bằng lần đầu.
Cách kiểm soát: sau khi lắp lại, dành đủ thời gian căn chỉnh và chạy thử — không vội vào sản xuất ngay. Kiểm tra: thẳng hàng, ngang bằng, rung, nhịp, chất lượng đầu ra — như nghiệm thu lắp mới.
Bảng tóm tắt: 8 rủi ro và cách kiểm soát
| # | Rủi ro | Kiểm soát |
|---|---|---|
| 1 | Không có bản vẽ/tài liệu | Khảo sát, chụp ảnh, ghi nhận trước khi tháo |
| 2 | Hỏng khi tháo/vận chuyển | Tháo theo cụm, đóng gói chèn, xe phù hợp |
| 3 | Mất linh kiện nhỏ | Túi zip đánh dấu, gắn vào cụm, chụp ảnh |
| 4 | Layout mới khác cũ | Khảo sát vị trí mới, thiết kế layout mới trước |
| 5 | Hạ tầng chưa sẵn sàng | Gửi yêu cầu hạ tầng, chuẩn bị trước |
| 6 | Mất chương trình PLC | Backup 2 bản trước khi tháo |
| 7 | Thời gian dừng kéo dài | Kế hoạch chi tiết + dự phòng + phối hợp song song |
| 8 | Chạy không ổn sau lắp lại | Căn chỉnh và chạy thử kỹ — như nghiệm thu mới |
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Di chuyển line đóng gói sang nhà máy mới cùng KCN: Nhà máy mở rộng sang nhà xưởng mới cách 500m. Line đóng gói (dán keo, đóng đai, băng tải, quấn màng) cần chuyển. Layout mới rộng hơn — cơ hội bố trí tốt hơn. Quy trình: khảo sát cả hai vị trí → thiết kế layout mới → backup PLC → tháo theo cụm → vận chuyển → chuẩn bị hạ tầng song song → lắp theo layout mới → chạy thử. Thời gian dừng: lên kế hoạch 5 ngày, dự phòng thêm 2 ngày.
Tình huống 2 — Di chuyển máy trong cùng nhà xưởng (đổi vị trí): Thay đổi layout nội bộ — máy cắt cần dời sang góc khác để nhường chỗ cho line mới. Khoảng cách ngắn (10–15m) nhưng vẫn cần: ngắt điện đúng quy trình, tháo bu-lông neo, di chuyển bằng xe nâng/con lăn, neo lại tại vị trí mới, đấu điện lại, căn chỉnh. Rủi ro chính: lệch thẳng hàng sau di chuyển → cần căn chỉnh kỹ.
Tình huống 3 — Di chuyển line từ nhà máy đóng cửa sang nhà máy đang vận hành: Mua lại line từ nhà máy khác (đã dừng sản xuất). Không có bản vẽ, PLC cũ, một số linh kiện đã tháo rời từ trước. Rủi ro cao nhất: thiếu tài liệu + thiếu linh kiện + layout hoàn toàn khác. Giải pháp: khảo sát kỹ hiện trạng, kiểm kê linh kiện, thử PLC trước khi tháo (nếu còn điện), thiết kế layout mới hoàn toàn cho vị trí đích.
Lưu ý: Các tình huống trên mang tính minh họa. Quy trình cụ thể tùy thuộc vào quy mô line, khoảng cách di chuyển, và điều kiện thực tế.
Khi nào doanh nghiệp cần dịch vụ di chuyển line sản xuất?
Doanh nghiệp cần khi:
- Mở rộng hoặc chuyển sang nhà xưởng mới — toàn bộ hoặc một phần dây chuyền cần chuyển theo.
- Thay đổi layout nội bộ — dời máy để tối ưu luồng sản phẩm hoặc nhường chỗ cho line mới.
- Mua lại line từ nhà máy khác — cần tháo, vận chuyển, và lắp tại vị trí mới.
- Sáp nhập hoặc tái cơ cấu — gộp hai line vào một vị trí, hoặc phân tách.
- Cần cải tiến dây chuyền sản xuất kết hợp với di chuyển — vừa dời, vừa nâng cấp.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Di chuyển line sản xuất không phải "dịch vụ chuyển đồ" — mà là dự án kỹ thuật. Đơn vị thực hiện cần hiểu cơ khí (tháo/lắp đúng), hiểu điện (đấu nối, PLC), hiểu layout (thiết kế vị trí mới), và hiểu vận hành (căn chỉnh, chạy thử).
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Khảo sát cả vị trí cũ và mới: Ghi nhận hiện trạng, đo đạc vị trí mới, thiết kế layout mới trước khi tháo.
- Tháo dỡ có hệ thống: Theo cụm, đánh dấu, đóng gói đúng cách, ghi nhận đầy đủ.
- Backup PLC và tài liệu kỹ thuật: Không mất chương trình, không mất sơ đồ.
- Lắp đặt và căn chỉnh tại vị trí mới: Như lắp mới — không phải "lắp tạm rồi chỉnh sau".
- Chạy thử và bàn giao: Đảm bảo line chạy ổn định tại vị trí mới trước khi vào sản xuất.
- Kết hợp cải tiến nếu cần: Trong lần di chuyển, có thể nâng cấp PLC cũ, thêm sensor, thêm đoạn băng tải — vì line đã tháo rồi, thêm vào lúc này tiện hơn.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất; và cung cấp thiết bị phụ trợ công nghiệp. Di chuyển line sản xuất — bao gồm tháo dỡ, vận chuyển, lắp đặt lại, và chạy thử — là một phần trong năng lực dịch vụ của AKS-VINA.
Kết luận
Di chuyển line sản xuất thành công hay không phụ thuộc vào chuẩn bị trước khi tháo — không phải kỹ năng lắp lại. 8 rủi ro kể trên đều có thể kiểm soát được nếu được xác định và xử lý từ đầu: khảo sát kỹ, ghi nhận đầy đủ, backup PLC, thiết kế layout mới, chuẩn bị hạ tầng song song, và dành đủ thời gian căn chỉnh sau lắp.
Di chuyển line không phải lúc nào cũng là "tháo ra lắp lại y hệt" — đó thường là cơ hội để bố trí tốt hơn, nâng cấp những phần cũ, và khắc phục những nhược điểm của layout cũ.
Nếu doanh nghiệp cần di chuyển dây chuyền sản xuất — dù trong cùng nhà máy hay sang vị trí mới — AKS-VINA sẵn sàng khảo sát và triển khai.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.