Đóng đai thùng hàng: kiểm tra độ căng và độ bền đai
Đóng đai thùng hàng: tiêu chí kiểm tra độ căng và độ bền dây đai
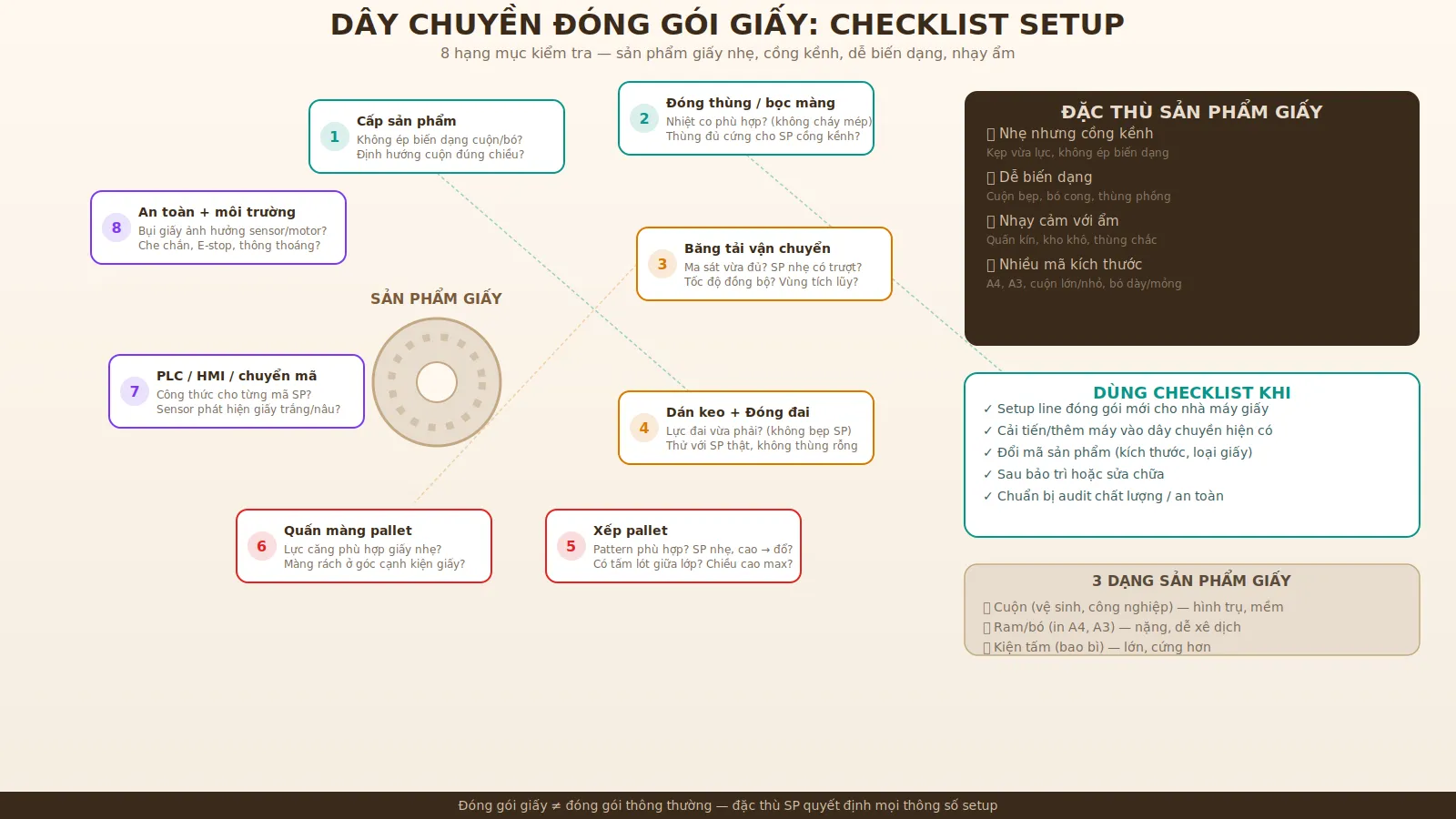
Đóng đai thùng hàng là công đoạn cuối trước khi hàng rời nhà máy — siết đai quanh thùng carton hoặc kiện hàng để gia cố cho vận chuyển. Nhưng "đóng đai rồi" không có nghĩa là "đóng đai đúng". Đai lỏng — thùng bung khi xe tải phanh. Đai quá chặt — thùng bị bóp méo, sản phẩm bên trong hỏng. Đai yếu — đứt khi xếp chồng nhiều lớp. Kiểm soát độ căng đai và chọn đúng loại đai là cách đảm bảo hàng đến nơi nguyên vẹn.
Bài viết này giúp đội kỹ thuật, quản lý sản xuất và bộ phận đóng gói hiểu các tiêu chí kiểm tra chất lượng đóng đai, lỗi phổ biến, và cách đảm bảo đai phát huy đúng chức năng.
Đóng đai thùng hàng: mục đích thật sự là gì?
Đai không chỉ "giữ thùng không mở" — nó phục vụ nhiều mục đích:
- Gia cố thùng carton: Thùng carton chịu lực nén khi xếp chồng. Đai quanh thùng tăng khả năng chịu nén — đặc biệt quan trọng khi pallet xếp nhiều lớp.
- Cố định nắp thùng: Bổ sung cho băng keo — đai giữ nắp không bung khi thùng bị rung lắc hoặc rơi.
- Bó sản phẩm lại với nhau: Nhiều sản phẩm nhỏ bó lại bằng đai thành một kiện — dễ vận chuyển, dễ xếp.
- Gắn thùng vào pallet: Đai dọc hoặc ngang quanh pallet cố định thùng vào pallet — bổ sung cho quấn màng.
Để đai thực hiện đúng các chức năng trên, hai yếu tố then chốt là: độ căng (lực siết) và độ bền (khả năng chịu lực của đai).
Độ căng đai: bao nhiêu là đủ?
Độ căng (tension) là lực siết của đai quanh thùng. Máy đóng đai cho phép điều chỉnh lực siết — nhưng "bao nhiêu là đủ" phụ thuộc vào sản phẩm bên trong.
| Sản phẩm bên trong | Yêu cầu lực siết | Lý do |
|---|---|---|
| Thùng chứa hàng cứng (chai thủy tinh, lon, linh kiện kim loại) | Cao | Sản phẩm cứng, thùng cần giữ chặt để không xê dịch |
| Thùng chứa hàng trung bình (hộp nhựa, chai nhựa đầy) | Trung bình | Cần chắc nhưng không ép vỡ sản phẩm |
| Thùng chứa hàng mềm/nhẹ (giấy, vải, bao bì rỗng) | Thấp — vừa phải | Lực cao sẽ bóp méo thùng và sản phẩm |
| Kiện hàng bó trực tiếp (không có thùng) | Phụ thuộc vật liệu | Cần đủ chặt để bó nhưng không cắt vào sản phẩm |
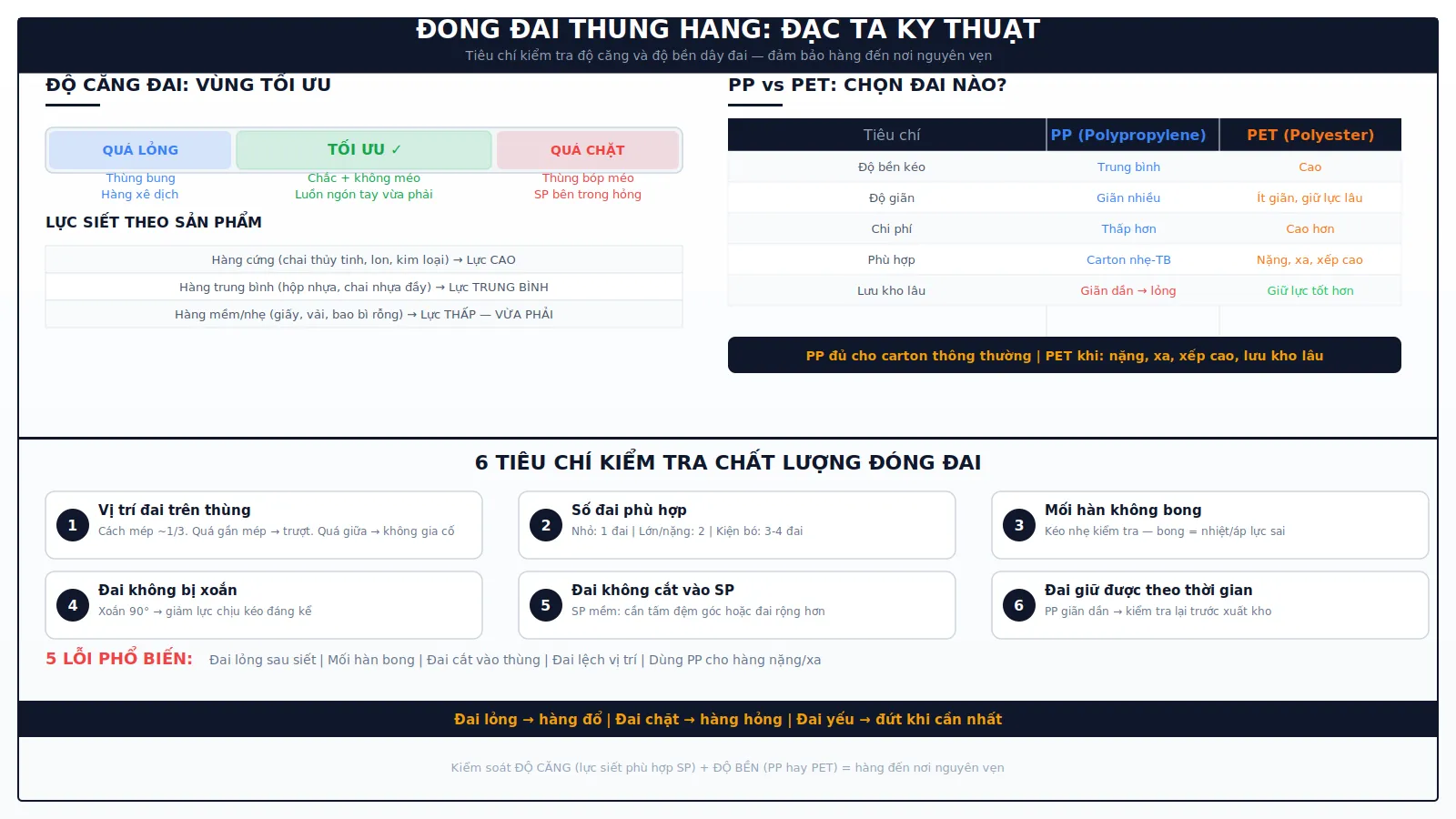
Cách kiểm tra nhanh độ căng sau khi đóng đai: Dùng ngón tay luồn dưới đai trên mặt thùng. Nếu luồn dễ dàng → đai lỏng. Nếu không luồn được → đai quá chặt (hoặc đủ chặt cho hàng nặng). Nếu luồn được nhưng đai ép chặt vào ngón → mức vừa phải. Phương pháp này là kiểm tra nhanh — với yêu cầu nghiêm ngặt hơn, có thể dùng dụng cụ đo lực căng đai.
Độ bền dây đai: PP hay PET?
Hai loại đai phổ biến nhất trong đóng gói công nghiệp:
| Tiêu chí | Đai PP (Polypropylene) | Đai PET (Polyester) |
|---|---|---|
| Độ bền kéo | Trung bình | Cao |
| Độ giãn | Giãn nhiều hơn | Ít giãn, giữ lực lâu |
| Chịu nhiệt | Trung bình | Tốt hơn |
| Chịu va đập | Hấp thụ rung tốt nhờ đàn hồi | Chịu lực tĩnh tốt hơn |
| Chi phí | Thấp hơn | Cao hơn |
| Phù hợp cho | Thùng carton nhẹ — trung bình | Kiện hàng nặng, vận chuyển xa, xếp chồng cao |
| Chiều rộng phổ biến | 5mm — 15.5mm | 9mm — 19mm |
Quy tắc chọn đơn giản: PP đủ cho phần lớn ứng dụng đóng thùng carton thông thường. Chuyển sang PET khi: hàng nặng, pallet xếp nhiều lớp, vận chuyển đường dài/đường xấu, hoặc cần lực giữ dài hạn trong kho.
Các tiêu chí kiểm tra khi đóng đai thùng hàng
1. Vị trí đai trên thùng Đai đặt ở đâu ảnh hưởng đến lực giữ. Quá gần mép thùng → đai dễ trượt. Quá giữa thùng → không gia cố mép. Vị trí lý tưởng: cách mép thùng một khoảng hợp lý, thường ở vị trí 1/3 từ mép — tùy kích thước thùng.
2. Số đai trên mỗi thùng Thùng nhỏ thường 1 đai. Thùng lớn hoặc nặng cần 2 đai (dọc hoặc chéo). Kiện hàng bó trực tiếp có thể cần 3–4 đai. Số đai phụ thuộc vào kích thước, trọng lượng, và yêu cầu vận chuyển.
3. Chất lượng mối hàn/mối ghim Mối hàn (heat seal) hoặc mối ghim (buckle) là điểm yếu nhất của đai — nơi đai nối lại với nhau sau khi siết. Mối hàn tốt: đều, không bong, không cháy quá (mỏng tại mối hàn). Kiểm tra bằng cách kéo nhẹ mối hàn — nếu bong dễ, máy cần điều chỉnh nhiệt hàn hoặc áp lực hàn.
4. Đai không bị xoắn Đai phải nằm phẳng trên mặt thùng. Đai bị xoắn 90° giảm đáng kể lực chịu kéo — vì lực tập trung vào mép đai thay vì phân bố đều trên mặt đai.
5. Đai không cắt vào sản phẩm Với sản phẩm mềm hoặc bó trực tiếp (không có thùng), đai có thể cắt vào sản phẩm nếu siết quá chặt hoặc đai quá hẹp. Cần tấm đệm góc (corner protector) hoặc chọn đai rộng hơn.
6. Đai giữ được sau thời gian Đai PP giãn dần theo thời gian — lực giữ giảm nếu hàng lưu kho lâu. Nếu hàng lưu kho nhiều tuần trước khi vận chuyển, cần xem xét PET (ít giãn hơn) hoặc kiểm tra lại trước khi xuất.
Lỗi thường gặp khi đóng đai thùng hàng
Đai lỏng sau khi siết. Nguyên nhân: lực siết máy đặt thấp, hoặc đai PP giãn tự nhiên sau khi siết. Giải pháp: tăng lực siết (trong phạm vi phù hợp sản phẩm), hoặc chuyển sang PET nếu cần giữ lực lâu.
Mối hàn bị bong. Nguyên nhân: nhiệt hàn không đủ, thời gian hàn quá ngắn, hoặc bề mặt đai bẩn/ẩm. Giải pháp: kiểm tra và điều chỉnh thông số hàn trên máy, vệ sinh đầu hàn định kỳ.
Đai cắt vào thùng carton. Nguyên nhân: lực siết quá cao cho thùng mỏng, hoặc đai quá hẹp. Giải pháp: giảm lực siết, dùng đai rộng hơn, hoặc thêm tấm đệm góc.
Đai đặt lệch vị trí. Nguyên nhân: thanh dẫn hướng trên máy không chính xác, hoặc thùng không đi thẳng trên băng tải trước khi vào máy. Giải pháp: căn chỉnh thanh dẫn hướng, kiểm tra băng tải cấp.
Dùng PP cho hàng nặng vận chuyển xa. PP giãn nhiều hơn PET — sau vài ngày vận chuyển, đai lỏng dần, hàng xê dịch. Giải pháp: chuyển sang PET cho ứng dụng này.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nhà máy thực phẩm, thùng carton trung bình: Thùng chứa hộp thực phẩm, trọng lượng trung bình. Đai PP 12mm, lực siết trung bình, 1 đai/thùng. Kiểm tra: đai nằm phẳng, mối hàn không bong, luồn ngón tay vừa phải. Xuất hàng trong ngày — PP đủ vì không lưu kho lâu.
Tình huống 2 — Nhà máy vật liệu xây dựng, kiện hàng nặng: Kiện gạch hoặc vật liệu, trọng lượng lớn, xếp chồng nhiều lớp trên pallet. Đai PET 16mm, lực siết cao, 3–4 đai/kiện. Tấm đệm góc ở 4 cạnh (đai không cắt vào sản phẩm). Kiểm tra: mối hàn chắc, đai không xoắn, lực giữ không giảm sau 1 tuần lưu kho.
Tình huống 3 — Nhà máy giấy, bó ram giấy A4: Ram giấy A4 bó lại bằng đai — không có thùng. Đai PP 9mm, lực siết vừa phải (không ép biến dạng ram). Tấm đệm tại vị trí đai tiếp xúc mép ram (tránh đai cắt vào giấy). Kiểm tra: bó chặt nhưng ram không bị cong, đai không cắt vào mép giấy.
Lưu ý: Các tình huống trên mang tính minh họa. Loại đai, lực siết, và số đai cụ thể tùy thuộc vào sản phẩm, thùng, và yêu cầu vận chuyển.
Khi nào doanh nghiệp nên đặc biệt quan tâm đến chất lượng đóng đai?
Kiểm soát chất lượng đóng đai đặc biệt quan trọng khi:
- Hàng hay bị hỏng hoặc xê dịch khi vận chuyển — có thể do đai lỏng hoặc đai yếu.
- Khách hàng khiếu nại thùng bung hoặc kiện hàng không chắc khi nhận.
- Đang chuyển từ đóng đai tay sang máy — cần thiết lập lực siết đúng trên máy.
- Hàng lưu kho lâu trước khi vận chuyển — đai PP có thể giãn, cần đánh giá lại.
- Sản phẩm bên trong dễ hỏng khi bị ép — cần kiểm soát lực siết chính xác.
- Đang setup line sản xuất hoặc cải tiến dây chuyền sản xuất ở khâu đóng gói — cơ hội chuẩn hóa chất lượng đóng đai.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Chất lượng đóng đai phụ thuộc vào ba yếu tố: máy đóng đai (lực siết chính xác, mối hàn tốt), loại đai (PP hay PET, chiều rộng, độ dày), và cách tích hợp trong line (thùng vào đúng vị trí, đai đặt đúng chỗ). Nếu chỉ "mua máy rồi tự chỉnh", kết quả thường là lực siết không phù hợp hoặc vị trí đai lệch.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Tư vấn loại đai phù hợp: PP hay PET, chiều rộng bao nhiêu — dựa trên sản phẩm, trọng lượng, và yêu cầu vận chuyển.
- Thiết lập lực siết trên máy: Chạy thử với thùng/kiện thật — điều chỉnh lực siết, nhiệt hàn, vị trí đai phù hợp.
- Tích hợp vào line đóng gói: Máy đóng đai khớp nhịp, chiều cao, tín hiệu với máy dán keo phía trước và hệ thống xếp pallet phía sau.
- Hỗ trợ sau setup: Bảo trì máy, kiểm tra định kỳ chất lượng đóng đai, điều chỉnh khi đổi mã sản phẩm.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên cung cấp máy đóng đai và các thiết bị phụ trợ công nghiệp; đồng thời thiết kế, chế tạo máy công nghiệp theo yêu cầu và setup line đóng gói, hệ thống packing.
Kết luận
Đóng đai thùng hàng đúng cách đòi hỏi kiểm soát hai yếu tố: độ căng đai (đủ chắc mà không bóp méo) và độ bền đai (PP hay PET phù hợp ứng dụng). Đai lỏng thì hàng đổ, đai chặt thì hàng hỏng, đai yếu thì đứt khi cần nhất. Kiểm tra vị trí đai, mối hàn, xoắn, và lực giữ sau thời gian — là những tiêu chí thực tế giúp đảm bảo hàng đến nơi nguyên vẹn.
Nếu doanh nghiệp cần máy đóng đai phù hợp hoặc muốn chuẩn hóa chất lượng đóng đai trong line đóng gói, AKS-VINA sẵn sàng tư vấn và cung cấp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.