Kiểm soát lỗi đóng gói bằng cảm biến và định vị
Kiểm soát lỗi đóng gói bằng cảm biến và cơ cấu định vị sản phẩm
Dán keo lệch, đóng đai sai vị trí, thiếu sản phẩm trong thùng, nhãn dán ngược, thùng xếp pallet lệch hàng — mỗi lỗi đóng gói đều có nguyên nhân gốc, và phần lớn có thể phòng ngừa. Cách kiểm soát lỗi đóng gói hiệu quả nhất không phải "kiểm tra kỹ hơn ở cuối line" — mà là ngăn lỗi xảy ra ngay tại nguồn: dùng cảm biến phát hiện bất thường và cơ cấu định vị giữ sản phẩm đúng vị trí trước khi máy thao tác.
Bài viết này giúp doanh nghiệp hiểu các lỗi đóng gói phổ biến, nguyên nhân gốc, và cách dùng cảm biến + cơ cấu định vị để kiểm soát chúng trên dây chuyền sản xuất tự động.
Các lỗi đóng gói phổ biến và nguyên nhân gốc
| Lỗi | Biểu hiện | Nguyên nhân gốc thường gặp |
|---|---|---|
| Dán keo lệch | Băng keo không nằm giữa mối nối nắp thùng | Thùng đi lệch vào máy dán, nắp gấp không đều |
| Đóng đai sai vị trí | Đai không nằm ở vị trí mong muốn trên thùng | Thùng không dừng đúng vị trí trước máy đóng đai |
| Dán nhãn lệch | Nhãn dán xiên hoặc không đúng mặt thùng | Thùng đi qua vị trí dán không thẳng, sensor kích hoạt sai thời điểm |
| Thiếu sản phẩm trong thùng | Thùng xuất kho thiếu số lượng | Không có cơ cấu đếm/kiểm tra trước khi đóng nắp |
| Thùng đổ trên băng tải | Thùng ngã trước khi vào máy | Tốc độ quá nhanh, thiếu dẫn hướng, sản phẩm bên trong lệch trọng tâm |
| Sản phẩm lộn ngược trong thùng | Sản phẩm cho vào sai hướng | Không có cơ cấu định hướng trước khi cho vào thùng |
Điểm chung: phần lớn lỗi xảy ra vì sản phẩm/thùng không ở đúng vị trí, đúng hướng, hoặc đúng trạng thái khi máy thao tác. Giải quyết vị trí → giải quyết lỗi.
Hai công cụ kiểm soát lỗi: cảm biến và cơ cấu định vị
Cảm biến phát hiện bất thường — cho PLC biết "có vấn đề" để dừng, cảnh báo, hoặc loại bỏ. Cảm biến là "mắt" của hệ thống.
Cơ cấu định vị giữ sản phẩm/thùng đúng vị trí trước khi máy thao tác — ngăn lỗi xảy ra ngay từ đầu. Cơ cấu định vị là "tay" giữ sản phẩm đúng chỗ.
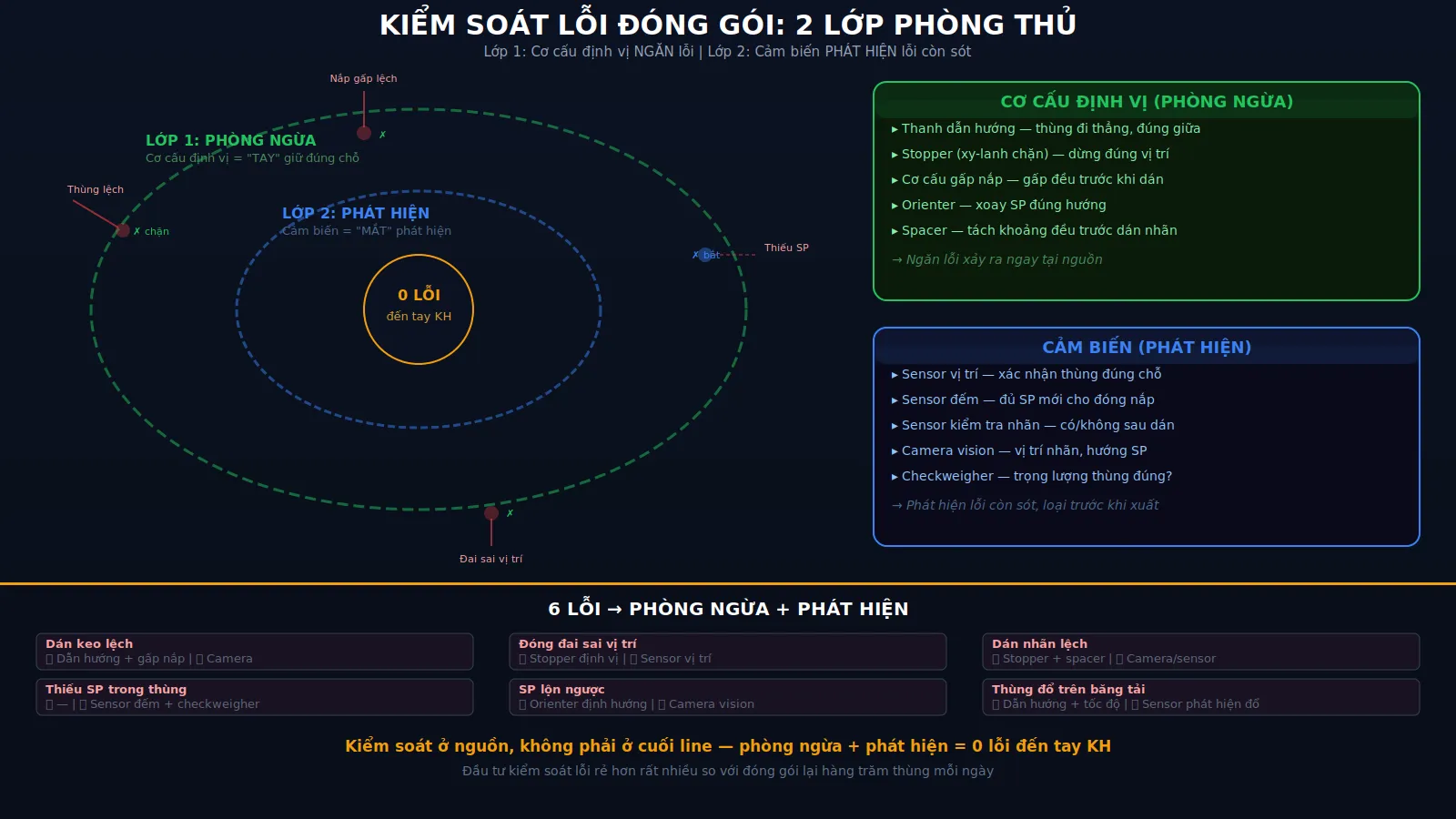
Hai công cụ bổ trợ lẫn nhau: cơ cấu định vị ngăn lỗi (phòng ngừa), cảm biến phát hiện lỗi còn sót (phát hiện). Dùng cả hai cho hiệu quả cao nhất.
Ứng dụng cảm biến trong kiểm soát lỗi đóng gói
Sensor phát hiện thùng đến vị trí: Trước mỗi máy (dán keo, đóng đai, dán nhãn), sensor xác nhận thùng đã đến đúng vị trí → máy mới bắt đầu thao tác. Nếu thùng chưa đến hoặc đến lệch → máy chờ, không thao tác "hụt".
Sensor đếm sản phẩm trước khi đóng nắp: Sensor đếm số sản phẩm đã cho vào thùng. Đủ số → cho phép đóng nắp. Thiếu → dừng, cảnh báo. Tránh xuất thùng thiếu sản phẩm.
Sensor kiểm tra có/không có nhãn sau dán: Sau máy dán nhãn, sensor kiểm tra nhãn đã dán chưa (có thể nhãn hết mà máy vẫn chạy, hoặc nhãn dán không dính). Thùng không có nhãn → đẩy sang lane reject.
Camera kiểm tra vị trí nhãn/hướng sản phẩm: Camera (vision system) chụp ảnh thùng sau dán nhãn — kiểm tra nhãn đúng vị trí, đúng hướng, đúng mã. Hoặc kiểm tra sản phẩm trong thùng có đúng hướng không (nếu thùng chưa đóng nắp). Phức tạp hơn sensor quang nhưng kiểm tra được nhiều tiêu chí hơn.
Cân kiểm tra (checkweigher): Thùng đi qua cân — nếu trọng lượng ngoài phạm vi cho phép (thiếu sản phẩm, thừa, hoặc sai mã) → loại ra lane riêng. Đơn giản, hiệu quả cho kiểm tra số lượng mà không cần mở thùng.
Ứng dụng cơ cấu định vị trong kiểm soát lỗi đóng gói
Thanh dẫn hướng trên băng tải: Thanh dẫn hai bên băng tải giữ thùng đi thẳng, đúng giữa — thùng vào máy dán keo, đóng đai đúng vị trí. Thanh dẫn cần điều chỉnh được theo chiều rộng thùng khi đổi mã.
Cơ cấu dừng/định vị (stopper): Tại vị trí trước máy đóng đai hoặc dán nhãn, cơ cấu dừng (chặn bằng xy-lanh hoặc cơ khí) giữ thùng tại đúng vị trí → máy thao tác → dừng nhả → thùng đi tiếp. Đảm bảo đai và nhãn luôn đúng vị trí trên thùng.
Cơ cấu gấp nắp (flap folder): Gấp nắp thùng đúng thứ tự và sát trước khi dán keo → keo dán trên nắp đã gấp đều → không lệch. Thay thế gấp tay (hay lệch).
Cơ cấu định hướng sản phẩm (orienter): Xoay hoặc lật sản phẩm đúng hướng trước khi cho vào thùng hoặc trước khi dán nhãn. Ví dụ: chai cần quay đúng mặt có nhãn chính về phía camera; hộp cần nằm đúng chiều trước khi vào thùng.
Cơ cấu tách khoảng (spacer/divider): Tạo khoảng cách đều giữa các sản phẩm trên băng tải trước khi vào máy dán nhãn — đảm bảo sensor kích hoạt đúng thời điểm cho từng sản phẩm, không bị "dính" hai sản phẩm dán cùng lúc.
Bảng: lỗi → cảm biến phát hiện → cơ cấu phòng ngừa
| Lỗi đóng gói | Cảm biến phát hiện | Cơ cấu phòng ngừa |
|---|---|---|
| Dán keo lệch | Camera kiểm tra vị trí keo | Thanh dẫn hướng + cơ cấu gấp nắp |
| Đóng đai sai vị trí | Sensor vị trí thùng | Stopper định vị trước máy đóng đai |
| Dán nhãn lệch | Camera hoặc sensor kiểm tra nhãn | Stopper + cơ cấu tách khoảng |
| Thiếu sản phẩm | Sensor đếm hoặc checkweigher | — (cần cơ cấu đếm/kiểm trước đóng nắp) |
| Sản phẩm lộn ngược | Camera vision | Cơ cấu định hướng (orienter) |
| Thùng đổ trên băng tải | Sensor phát hiện đổ | Thanh dẫn hướng + tốc độ phù hợp |
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Line đóng gói mỹ phẩm, nhãn hay dán lệch: Chai mỹ phẩm tròn, lăn trên băng tải — khi đến máy dán nhãn, chai không dừng đúng vị trí, nhãn dán xiên. Giải pháp: thêm cơ cấu stopper + ống xoay (orienter) định vị chai đúng mặt trước khi dán. Sensor xác nhận chai tại vị trí → dán. Camera sau dán kiểm tra vị trí nhãn — chai lỗi bị đẩy sang lane reject.
Tình huống 2 — Line đóng thùng linh kiện, thùng hay thiếu sản phẩm: Nhân viên cho linh kiện vào thùng bằng tay — đôi khi quên hoặc đếm sai. Thùng xuất kho thiếu sản phẩm, khách hàng khiếu nại. Giải pháp: sensor đếm sản phẩm khi cho vào thùng (mỗi sản phẩm đi qua sensor = +1). Đủ số → cho phép gấp nắp và dán keo. Thiếu → cảnh báo trên HMI, thùng không được đóng.
Tình huống 3 — Máy đóng đai, đai hay bị lệch sang một bên: Thùng đi qua máy đóng đai nhưng không dừng đúng vị trí → đai siết lệch về một phía. Giải pháp: thêm stopper (xy-lanh chặn) trước vị trí đóng đai + sensor xác nhận thùng tại vị trí. Thùng đến → stopper giữ → sensor xác nhận → đóng đai → stopper nhả → thùng đi tiếp. Đai luôn đúng vị trí vì thùng luôn dừng đúng chỗ.
Lưu ý: Các tình huống trên mang tính minh họa. Cảm biến và cơ cấu cụ thể tùy thuộc vào sản phẩm, máy, và dây chuyền thực tế.
Khi nào doanh nghiệp nên đầu tư vào kiểm soát lỗi đóng gói?
Doanh nghiệp nên cân nhắc khi:
- Tỷ lệ lỗi đóng gói cao: dán lệch, đai sai, nhãn xiên, thiếu sản phẩm — dù đã nhắc nhở nhân viên.
- Khách hàng khiếu nại về chất lượng đóng gói — đặc biệt nhà máy Nhật, Hàn yêu cầu chuẩn hóa nghiêm ngặt.
- Phải bố trí nhân viên QC kiểm tra từng thùng ở cuối line — tốn nhân công cho "sửa lỗi" thay vì "ngăn lỗi".
- Đang setup line sản xuất mới — cơ hội tích hợp cảm biến và cơ cấu định vị ngay từ đầu.
- Cải tiến dây chuyền sản xuất hiện có — thêm sensor và stopper tại điểm hay lỗi, chi phí thấp nhưng hiệu quả cao.
- Sản phẩm có giá trị cao — mỗi thùng lỗi là chi phí đóng gói lại hoặc mất sản phẩm.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Kiểm soát lỗi đóng gói cần ba yếu tố: cơ cấu định vị đúng vị trí, sensor đúng loại đúng chỗ, và logic PLC xử lý tín hiệu đúng. Nếu ba yếu tố này đến từ ba nguồn — phối hợp sẽ rất khó.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Xác định đúng nguồn lỗi: Lỗi do vị trí, do hướng, do thiếu, hay do tốc độ? Phân tích trước khi đề xuất giải pháp.
- Thiết kế cơ cấu định vị phù hợp sản phẩm: Stopper, dẫn hướng, orienter — thiết kế theo kích thước và đặc tính sản phẩm thật.
- Chọn và lắp sensor đúng chỗ: Sensor quang, camera, checkweigher — tại vị trí chính xác trong line.
- Tích hợp logic PLC: Sensor gửi tín hiệu → PLC xử lý → dừng/chạy/cảnh báo/reject — tất cả lập trình đồng bộ.
- Chạy thử với sản phẩm thật: Xác nhận lỗi đã được kiểm soát trước khi bàn giao.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; cung cấp thiết bị phụ trợ công nghiệp; và setup line đóng gói, hệ thống packing. Kiểm soát lỗi đóng gói — bằng cảm biến, cơ cấu định vị, và logic PLC — là một phần trong mỗi giải pháp line đóng gói mà AKS-VINA triển khai.
Kết luận
Kiểm soát lỗi đóng gói hiệu quả nhất ở nguồn, không phải ở cuối line. Cơ cấu định vị giữ sản phẩm/thùng đúng vị trí trước khi máy thao tác — ngăn lỗi xảy ra. Cảm biến phát hiện bất thường còn sót — loại bỏ trước khi thùng lỗi xuất kho. Kết hợp cả hai — phòng ngừa và phát hiện — cho tỷ lệ lỗi thấp nhất với chi phí hợp lý nhất.
Đầu tư vào kiểm soát lỗi rẻ hơn rất nhiều so với đóng gói lại hàng trăm thùng mỗi ngày.
Nếu doanh nghiệp đang gặp lỗi đóng gói lặp lại hoặc muốn nâng cấp line hiện có, AKS-VINA sẵn sàng khảo sát và đề xuất giải pháp kiểm soát phù hợp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.