Lắp đặt dây chuyền sản xuất: quy trình triển khai an toàn
Lắp đặt dây chuyền sản xuất: quy trình triển khai an toàn trong nhà máy
Lắp đặt dây chuyền sản xuất không phải "mang máy đến rồi bắt vào ổ điện". Đó là một dự án — có khảo sát, lập kế hoạch, chuẩn bị hạ tầng, vận chuyển, lắp ráp, đấu nối cơ khí và điện, căn chỉnh, chạy thử, và bàn giao. Mỗi bước bỏ qua hoặc làm qua loa đều có thể dẫn đến: máy lắp xong nhưng không khớp vị trí, điện đấu sai pha, chiều cao lệch, hoặc — nghiêm trọng hơn — sự cố an toàn khi chạy thử.
Bài viết này giúp doanh nghiệp hiểu quy trình lắp đặt dây chuyền diễn ra như thế nào, cần chuẩn bị gì, và rủi ro cần kiểm soát ở mỗi giai đoạn.
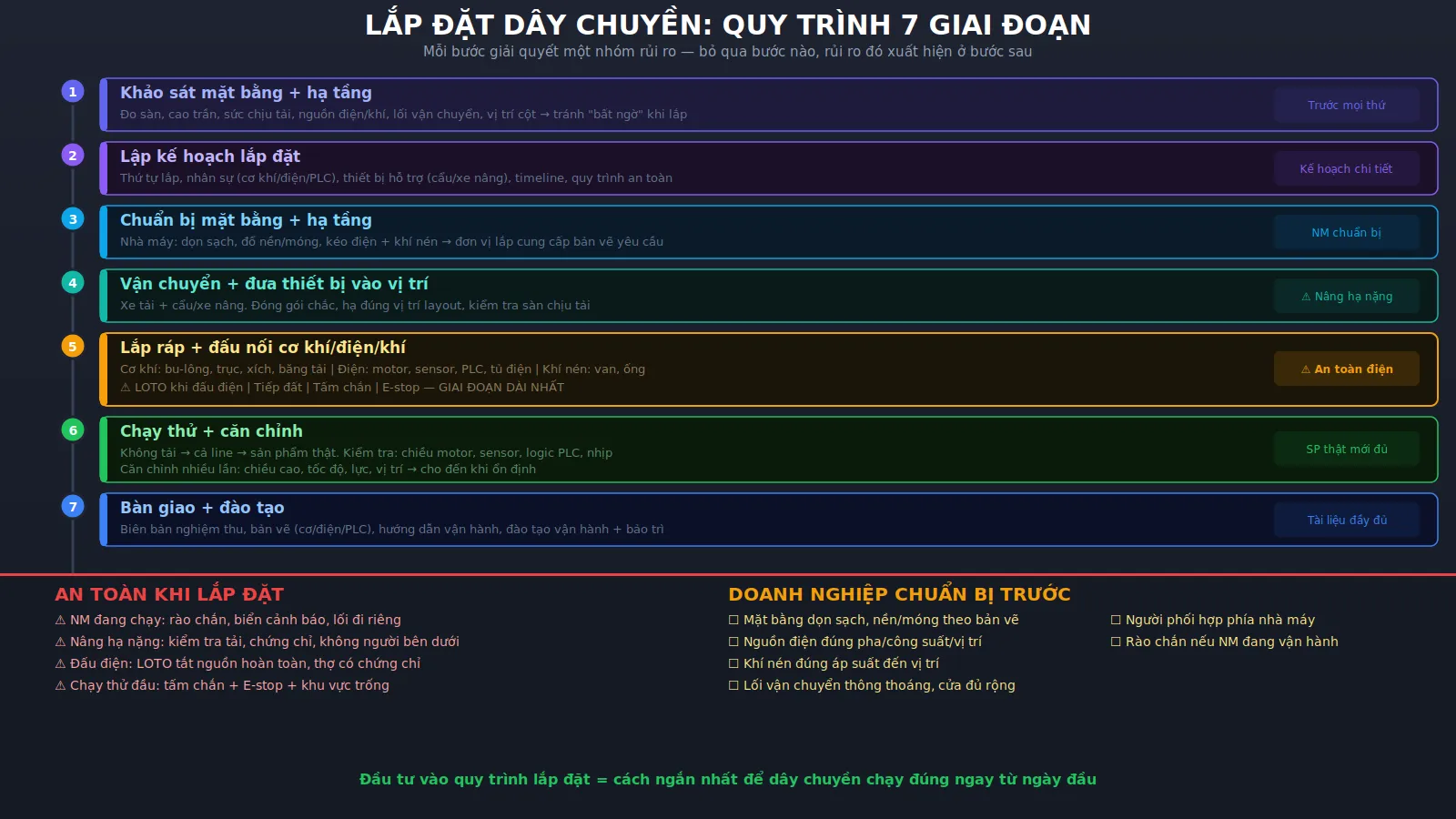
Quy trình lắp đặt dây chuyền sản xuất: 7 giai đoạn
Giai đoạn 1 — Khảo sát mặt bằng và hạ tầng
Trước khi bất kỳ thiết bị nào được vận chuyển, đội lắp đặt cần đến nhà máy khảo sát: đo đạc mặt bằng, xác định vị trí lắp, kiểm tra hạ tầng sẵn có.
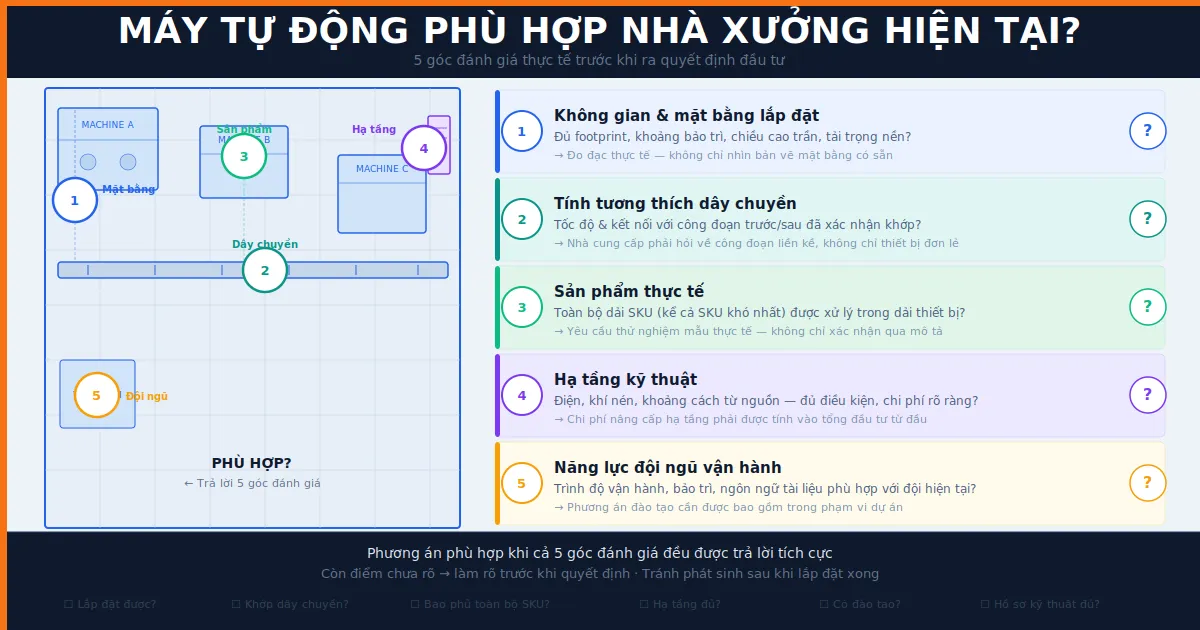
Những gì cần kiểm tra: kích thước sàn (dài, rộng, cao trần), sức chịu tải sàn (nếu máy nặng), vị trí cột/rãnh/lối đi, nguồn điện (pha, công suất, vị trí tủ điện), nguồn khí nén (nếu cần), hệ thống thoát nước (nếu line có rửa), và lối vận chuyển thiết bị vào nhà xưởng (cửa đủ rộng, xe nâng có lối).
Khảo sát kỹ ở bước này tránh được "sự bất ngờ" khi lắp: cột chắn vị trí, sàn không chịu nổi máy, hoặc cửa nhà xưởng hẹp hơn máy.
Giai đoạn 2 — Lập kế hoạch lắp đặt
Dựa trên khảo sát, đội lắp đặt lập kế hoạch chi tiết: thứ tự lắp từng thiết bị, nhân sự cần (thợ cơ khí, thợ điện, kỹ sư PLC), thiết bị hỗ trợ (xe nâng, cẩu, giàn giáo), vật tư bổ sung (bu-lông neo, dây cáp, ống khí), và timeline cho từng bước.
Kế hoạch cũng xác định: ai phía nhà máy phối hợp, khu vực nào cần cách ly trong quá trình lắp đặt, và quy trình an toàn áp dụng (đặc biệt nếu nhà máy đang vận hành song song).
Giai đoạn 3 — Chuẩn bị mặt bằng và hạ tầng
Nhà máy cần chuẩn bị trước khi đội lắp đặt đến: dọn sạch khu vực lắp, đổ nền/móng nếu cần, kéo nguồn điện đến tủ điện vị trí, kéo ống khí nén, và đảm bảo lối vận chuyển thông thoáng.
Giai đoạn này thường là phía nhà máy thực hiện (hoặc nhà thầu xây dựng), nhưng đơn vị lắp đặt cung cấp bản vẽ yêu cầu: vị trí móng, kích thước, vị trí và quy cách nguồn điện/khí cần chuẩn bị.
Giai đoạn 4 — Vận chuyển và đưa thiết bị vào vị trí
Thiết bị được vận chuyển từ xưởng chế tạo đến nhà máy. Với máy lớn/nặng, cần xe tải phù hợp tải trọng, cẩu hoặc xe nâng để hạ và đưa vào vị trí. Máy nhỏ hơn có thể dùng xe nâng hoặc pallet jack.
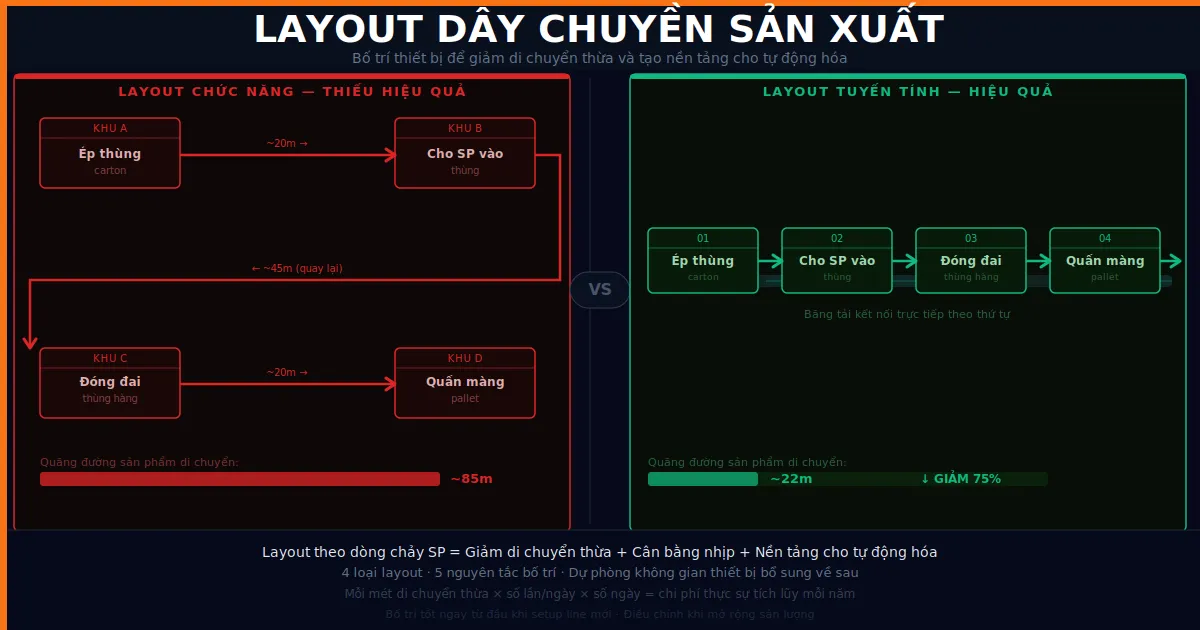
Rủi ro giai đoạn này: va đập khi vận chuyển (cần đóng gói, chèn chắc), hạ máy sai vị trí (phải di chuyển lại, tốn thời gian), hoặc sàn không chịu nổi khi hạ (nếu khảo sát thiếu). Đưa thiết bị vào đúng vị trí theo bản vẽ layout ngay từ đầu — tránh di chuyển lại.
Giai đoạn 5 — Lắp ráp, đấu nối cơ khí và điện
Giai đoạn chiếm nhiều thời gian nhất: lắp ráp các cụm máy, nối băng tải, đấu nối cơ khí (bu-lông, trục, xích, đai), đấu nối điện (motor, sensor, PLC, tủ điện), đấu khí nén (nếu có), và căn chỉnh sơ bộ (chiều cao, thẳng hàng, song song).
Mỗi đấu nối cần kiểm tra:
- Cơ khí: bu-lông siết đúng lực, trục thẳng hàng, băng tải ngang, xích đúng căng.
- Điện: đúng pha, đúng cực, tiếp đất đầy đủ, dây cáp đi gọn gàng và có bảo vệ.
- Khí nén: không rò, áp suất đúng, van hoạt động.
- An toàn: tấm chắn lắp đúng, nút E-stop hoạt động, sensor an toàn đã kết nối.
Giai đoạn 6 — Chạy thử và căn chỉnh
Sau khi đấu nối xong, chạy thử từng cụm riêng (chạy không tải), rồi chạy thử cả line (chạy không tải), rồi chạy thử với sản phẩm thật.
Chạy thử không tải: kiểm tra motor quay đúng chiều, băng tải chạy mượt, sensor phát hiện đúng, PLC xử lý logic đúng, cơ cấu hoạt động đúng hành trình.
Chạy thử với sản phẩm: kiểm tra sản phẩm đi qua đúng vị trí, nhịp khớp giữa các máy, không kẹt/ùn, chất lượng đầu ra đạt yêu cầu. Giai đoạn này thường cần nhiều lần căn chỉnh: chiều cao, tốc độ, lực, vị trí sensor — cho đến khi line chạy ổn định.
Giai đoạn 7 — Bàn giao và đào tạo
Khi chạy thử đạt yêu cầu, tiến hành bàn giao: ký biên bản nghiệm thu, bàn giao bản vẽ (cơ khí, điện, PLC), hướng dẫn vận hành, và đào tạo người vận hành/bảo trì.
Đào tạo bao gồm: cách vận hành hàng ngày, cách xử lý lỗi phổ biến, cách chuyển đổi mã sản phẩm, lịch bảo trì định kỳ, và cách liên hệ hỗ trợ kỹ thuật.
Rủi ro an toàn cần kiểm soát trong quá trình lắp đặt
Lắp đặt trong nhà máy đang vận hành: Nếu nhà máy không dừng hoàn toàn, khu vực lắp đặt cần cách ly: rào chắn, biển cảnh báo, lối đi riêng cho đội lắp. Không để nhân viên sản xuất đi qua khu vực đang lắp.
Nâng hạ thiết bị nặng: Cẩu, xe nâng cần kiểm tra tải trọng, người vận hành có chứng chỉ. Khu vực nâng hạ không có người đứng bên dưới.
Đấu nối điện: Tắt nguồn hoàn toàn trước khi đấu (LOTO — Lock Out Tag Out). Kiểm tra lại trước khi bật nguồn. Thợ điện có chứng chỉ phù hợp.
Chạy thử lần đầu: Kiểm tra tất cả tấm chắn đã lắp, nút E-stop hoạt động, khu vực xung quanh không có người trước khi bật máy lần đầu.
Doanh nghiệp cần chuẩn bị gì trước khi đội lắp đặt đến?
| Hạng mục | Doanh nghiệp chuẩn bị | Đơn vị lắp đặt cung cấp |
|---|---|---|
| Mặt bằng | Dọn sạch, đổ nền/móng theo bản vẽ | Bản vẽ yêu cầu nền/móng |
| Nguồn điện | Kéo nguồn đến tủ điện vị trí, đúng quy cách | Yêu cầu pha, công suất, vị trí |
| Khí nén | Kéo ống đến vị trí, đúng áp suất | Yêu cầu áp suất, lưu lượng |
| Lối vận chuyển | Đảm bảo cửa đủ rộng, lối thông thoáng | Kích thước thiết bị cần vận chuyển |
| Người phối hợp | Chỉ định người phía nhà máy phối hợp | Lịch trình và yêu cầu phối hợp |
| An toàn | Rào chắn khu vực lắp (nếu nhà máy đang chạy) | Quy trình an toàn lắp đặt |
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Lắp đặt line đóng gói mới trong nhà máy đang vận hành: Nhà máy không thể dừng sản xuất hoàn toàn. Khu vực lắp đặt nằm cạnh line cũ. Giải pháp: rào chắn khu vực, lắp đặt vào ca đêm hoặc cuối tuần, phối hợp với nhà máy để tắt nguồn khu vực liên quan khi đấu điện. Chạy thử vào ngày nghỉ khi line cũ dừng.
Tình huống 2 — Lắp đặt line trong nhà xưởng mới xây: Nhà xưởng trống hoàn toàn — thuận lợi hơn. Nhưng cần kiểm tra: sàn đã đủ cứng chưa (bê tông cần đủ thời gian khô), nguồn điện đã kéo xong chưa, và hệ thống thoát nước (nếu cần) đã hoàn thiện. Lắp đặt theo đúng layout bản vẽ — không "chỉnh tạm" rồi để lại.
Tình huống 3 — Di chuyển dây chuyền từ nhà máy cũ sang nhà máy mới: Cần tháo, đóng gói, vận chuyển, rồi lắp lại. Rủi ro: thiết bị hỏng khi vận chuyển, mất linh kiện nhỏ, và tại vị trí mới layout khác nên không lắp lại y hệt. Giải pháp: khảo sát vị trí mới trước, lên layout mới, đánh dấu và đóng gói từng cụm, vận chuyển có bảo vệ, lắp theo layout mới.
Lưu ý: Các tình huống trên mang tính minh họa. Quy trình cụ thể tùy thuộc vào quy mô dây chuyền, nhà xưởng, và yêu cầu thực tế.
Khi nào doanh nghiệp cần dịch vụ lắp đặt dây chuyền sản xuất?
Doanh nghiệp cần khi:
- Mua máy/dây chuyền mới — cần lắp đặt đúng quy trình để vận hành ổn định.
- Di chuyển nhà máy hoặc dây chuyền sang vị trí mới — tháo, vận chuyển, lắp lại.
- Mở rộng dây chuyền hiện có — thêm máy, thêm đoạn, cần đấu nối vào hệ thống cũ.
- Setup line sản xuất hoàn chỉnh — từ thiết kế layout đến lắp đặt, chạy thử, bàn giao.
- Cải tiến dây chuyền sản xuất — thay máy cũ bằng máy mới, thay đổi layout.
- Cần đơn vị có kinh nghiệm lắp đặt trong nhà máy đang vận hành — yêu cầu an toàn cao.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Lắp đặt tốt nhất khi đơn vị lắp cũng là đơn vị thiết kế và chế tạo — vì hiểu cấu tạo từng chi tiết, biết dung sai cho phép, và nắm logic PLC. Nếu đơn vị chế tạo và đơn vị lắp đặt khác nhau, rủi ro "lắp sai vì không hiểu ý thiết kế" rất thực tế.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Khảo sát mặt bằng chuyên nghiệp: Đo đạc, xác định vị trí, kiểm tra hạ tầng — không bỏ sót.
- Lắp đặt bởi đội ngũ chế tạo: Người lắp hiểu máy vì chính họ chế tạo — căn chỉnh chính xác, xử lý vấn đề nhanh.
- Chạy thử với sản phẩm thật: Không chỉ chạy không tải — mà chạy sản phẩm thật, căn chỉnh đến khi line ổn định.
- Bàn giao bản vẽ đầy đủ: Bản vẽ cơ khí, điện, PLC — đội bảo trì nhà máy có tài liệu tra cứu.
- Hỗ trợ sau lắp đặt: Theo dõi giai đoạn đầu vận hành, bảo trì dây chuyền sản xuất định kỳ.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất; và cung cấp thiết bị phụ trợ công nghiệp. Năng lực từ thiết kế → chế tạo → lắp đặt → bảo trì bởi cùng đội ngũ là lợi thế giúp mỗi dự án lắp đặt khớp từ bản vẽ đến thực tế.
Kết luận
Lắp đặt dây chuyền sản xuất là giai đoạn quyết định: bản vẽ hay, máy tốt — nhưng lắp sai thì line không chạy được. Quy trình 7 giai đoạn (khảo sát → lập kế hoạch → chuẩn bị → vận chuyển → lắp ráp → chạy thử → bàn giao) không phải hình thức — mỗi bước giải quyết một nhóm rủi ro cụ thể. Bỏ qua bước nào, rủi ro đó sẽ xuất hiện ở bước sau — thường với chi phí cao hơn.
Đầu tư vào quy trình lắp đặt chặt chẽ không phải "tốn thời gian" — mà là cách ngắn nhất để dây chuyền chạy đúng ngay từ ngày đầu.
Nếu doanh nghiệp cần lắp đặt dây chuyền mới, di chuyển dây chuyền, hoặc mở rộng line hiện có, AKS-VINA sẵn sàng khảo sát và triển khai.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.