Máy cho ngành nhựa: tối ưu gắp, chuyển, xếp, đóng gói
Máy tự động cho ngành nhựa: tối ưu gắp, chuyển, xếp và đóng gói
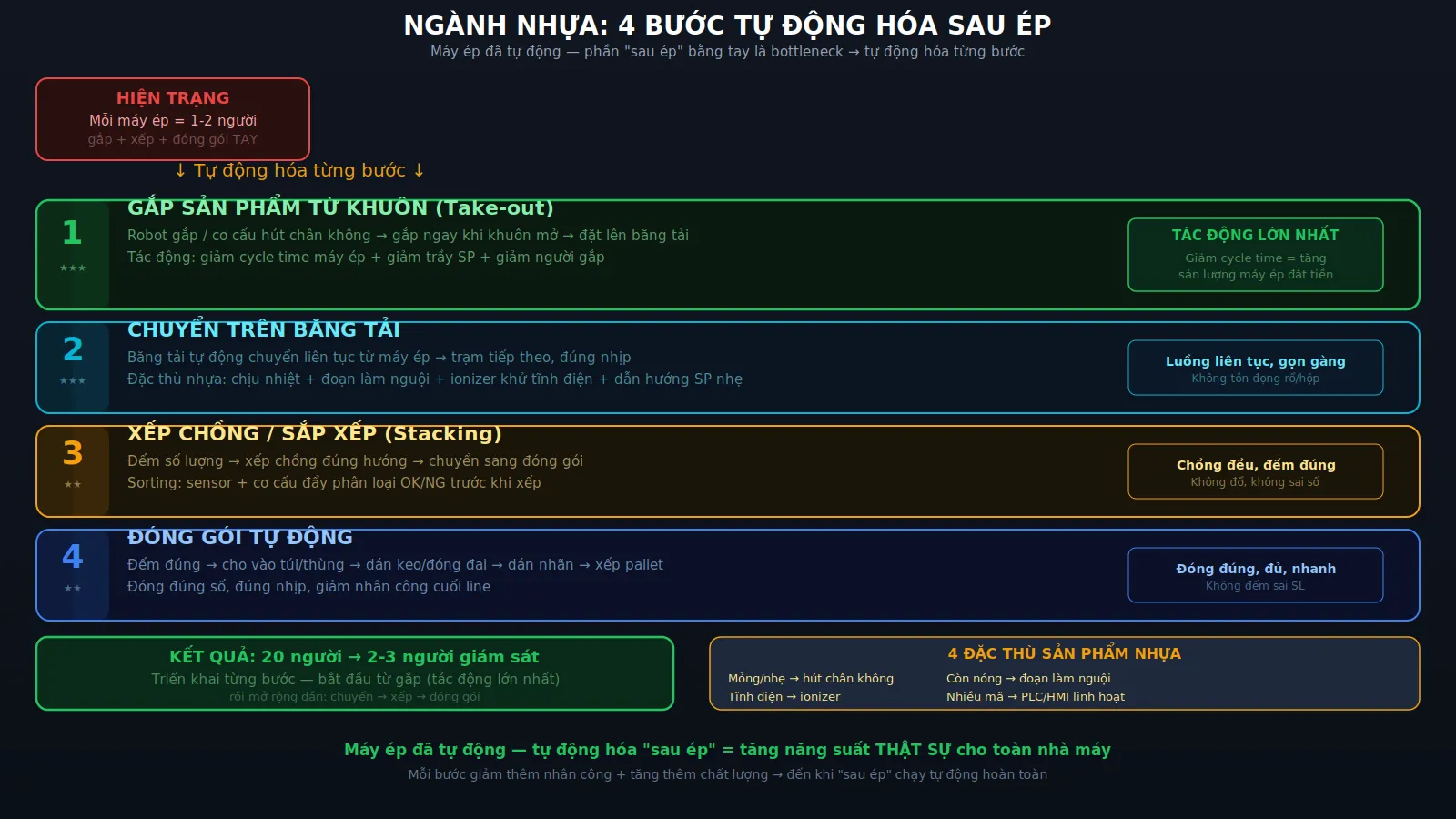
Nhà máy nhựa — ép phun, thổi, đùn — thường tập trung đầu tư vào máy ép (injection molding machine) nhưng ít chú ý đến phần "sau ép": gắp sản phẩm từ khuôn, chuyển trên băng tải, xếp chồng/sắp xếp, và đóng gói vào thùng. Kết quả: máy ép chạy tự động nhưng đầu ra vẫn cần 3–5 người đứng gắp, xếp, đóng gói — bằng tay. Máy cho ngành nhựa ở phần "sau ép" này — từ gắp đến đóng gói — là cách tăng năng suất thực sự cho toàn bộ nhà máy, không chỉ cho máy ép.
Bài viết này giúp doanh nghiệp ngành nhựa hiểu 4 hạng mục tự động hóa sau ép (gắp → chuyển → xếp → đóng gói), thứ tự ưu tiên, và lợi ích thực tế.
4 hạng mục tự động hóa sau ép phun
Hạng mục 1: Gắp sản phẩm từ khuôn (take-out)
Sau mỗi chu kỳ ép, khuôn mở — sản phẩm nhựa cần được lấy ra. Gắp tay chậm (phải đợi nguội, đợi an toàn), hay bị trầy sản phẩm, và giữ máy ép dừng lâu hơn cần thiết.
Giải pháp: robot gắp (take-out robot hoặc cơ cấu gắp chuyên dụng) — gắp sản phẩm ngay khi khuôn mở, đặt lên băng tải hoặc vị trí chờ. Giảm thời gian chu kỳ (cycle time) vì máy ép đóng khuôn sớm hơn. Giảm trầy xước sản phẩm (cơ cấu gắp nhẹ nhàng, không dùng tay).
Hạng mục 2: Chuyển sản phẩm trên băng tải
Sản phẩm sau gắp cần chuyển đến vị trí xếp/kiểm tra/đóng gói. Đặt bằng tay vào rổ/hộp rồi mang đi → chậm, lộn xộn. Băng tải tự động chuyển sản phẩm liên tục — từ máy ép đến trạm tiếp theo, đúng nhịp, không tồn đọng.
Lưu ý cho sản phẩm nhựa: sản phẩm vừa ép còn nóng → băng tải cần chịu nhiệt hoặc có đoạn làm nguội (quạt thổi). Sản phẩm nhẹ → gió mạnh có thể thổi bay → cần thanh dẫn hướng.
Hạng mục 3: Xếp chồng/sắp xếp (stacking/sorting)
Nhiều sản phẩm nhựa cần xếp chồng trước khi đóng gói: hộp nhựa chồng vào nhau, nắp xếp thành chồng, khay xếp thành cọc. Xếp tay chậm và không đều (chồng lệch → đổ). Cơ cấu xếp chồng tự động: đếm số lượng, xếp chồng đúng hướng, chuyển sang đóng gói.
Với sản phẩm cần phân loại (nhiều mã ra cùng lúc, hoặc cần tách sản phẩm OK vs NG), hệ thống sorting tự động (sensor + cơ cấu đẩy) phân loại trước khi xếp.
Hạng mục 4: Đóng gói
Sản phẩm nhựa sau xếp chồng cần đóng vào túi, thùng, hoặc bọc màng co. Đóng gói tay: đếm sai số lượng, túi/thùng không đều, chậm nhịp. Hệ thống đóng gói tự động: đếm đúng → cho vào túi/thùng → dán keo/đóng đai → dán nhãn → xếp pallet.
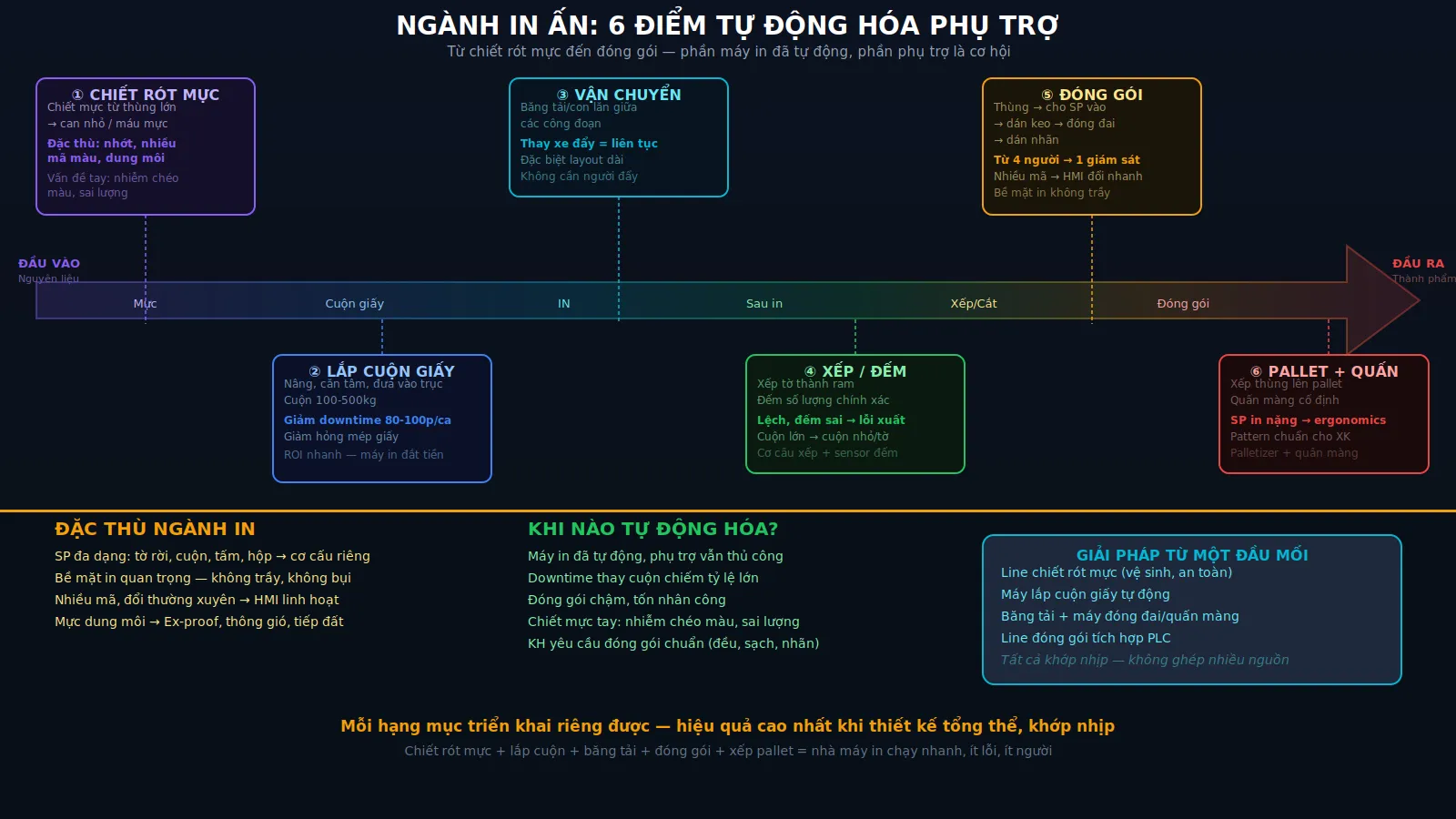
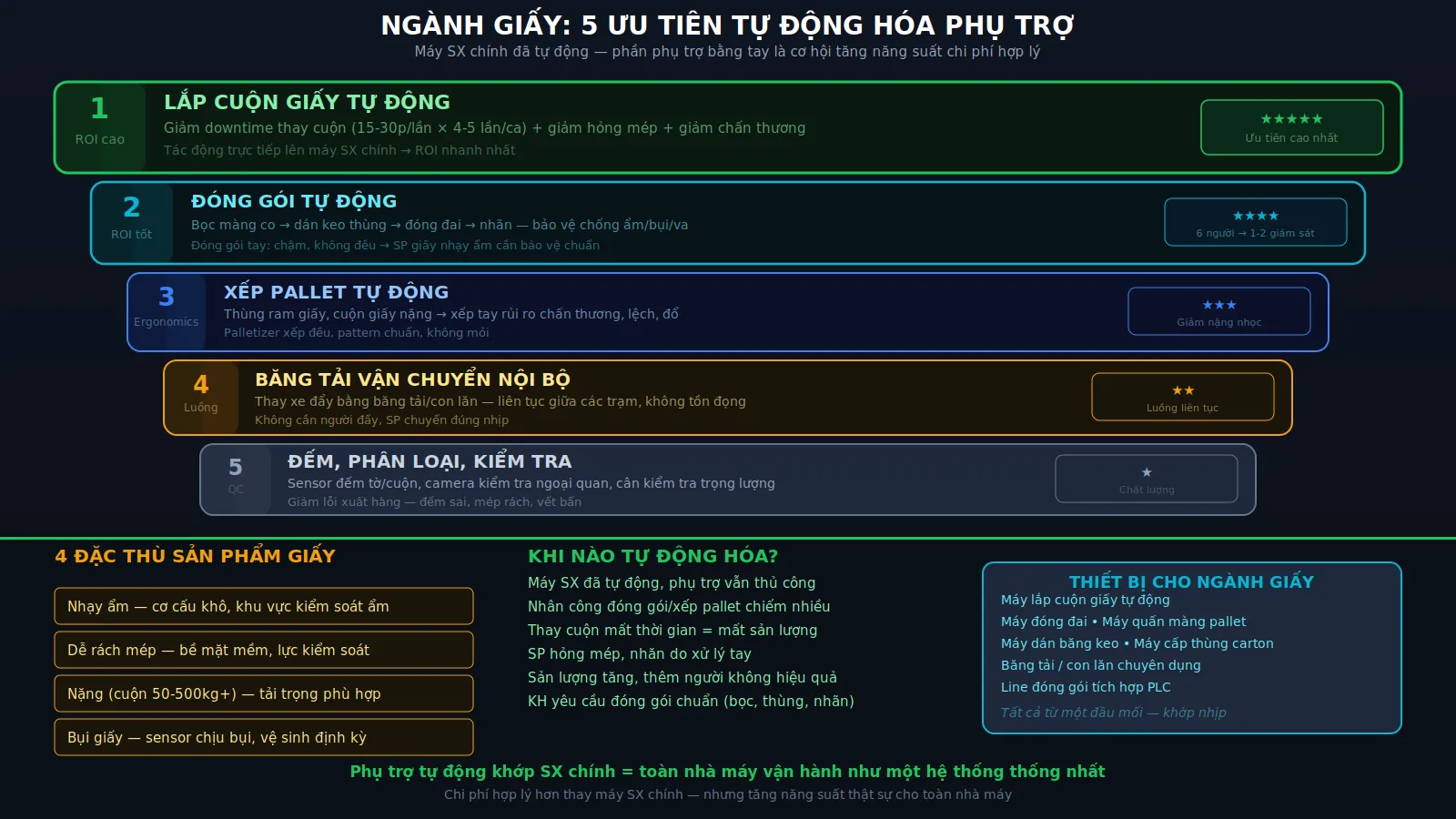
Bảng: 4 hạng mục, ưu tiên, và tác động
| Hạng mục | Ưu tiên | Tác động khi tự động hóa |
|---|---|---|
| Gắp (take-out) | ★★★ | Giảm cycle time máy ép, giảm trầy sản phẩm |
| Chuyển (băng tải) | ★★★ | Luồng sản phẩm liên tục, gọn gàng, không tồn đọng |
| Xếp chồng/sắp xếp | ★★ | Chồng đều, đếm đúng, không đổ |
| Đóng gói | ★★ | Đóng đúng số, đúng nhịp, giảm nhân công cuối line |
Đặc thù sản phẩm nhựa ảnh hưởng đến thiết kế máy
Sản phẩm mỏng, nhẹ, dễ biến dạng. Nhiều sản phẩm nhựa (hộp mỏng, nắp, tấm) rất nhẹ và mềm khi vừa ép xong → cơ cấu gắp/kẹp cần nhẹ nhàng, thường dùng hút chân không thay vì kẹp cơ khí.
Còn nóng khi ra khuôn. Sản phẩm ép phun ở nhiệt độ cao — cần thời gian nguội. Nếu xếp chồng khi chưa đủ nguội → biến dạng. Băng tải cần đoạn làm nguội (quạt, chiều dài đủ).
Tĩnh điện. Nhựa hay tạo tĩnh điện → sản phẩm nhẹ dính vào nhau hoặc dính vào băng tải. Cần thanh khử tĩnh điện (ionizer) trên băng tải.
Nhiều mã sản phẩm, thay khuôn thường xuyên. Nhà máy nhựa thay khuôn thường xuyên → máy phụ trợ cần linh hoạt: chương trình gắp khác, tốc độ băng tải khác, pattern xếp chồng khác. PLC/HMI lưu chương trình cho từng mã.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nhà máy ép phun hộp nhựa thực phẩm: 20 máy ép, mỗi máy 1 người gắp + xếp + đóng gói = 20 người chỉ cho phần "sau ép". Giải pháp từng bước: Bước 1 — robot gắp cho mỗi máy ép (giảm cycle time + giảm 20 người gắp). Bước 2 — băng tải trung tâm gom sản phẩm từ nhiều máy ép. Bước 3 — cơ cấu xếp chồng + đếm + đóng gói tự động cuối line. Tổng: từ 20 người xuống vài người giám sát.
Tình huống 2 — Nhà máy sản xuất nắp nhựa, sản lượng cao: Nắp nhựa nhỏ, nhẹ, sản lượng hàng triệu/ngày. Gắp + xếp tay quá chậm. Giải pháp: sản phẩm rơi tự do từ khuôn xuống băng tải (không cần robot gắp) → băng tải rung/quạt tách sản phẩm → cơ cấu đếm + xếp vào túi → dán keo túi → đóng thùng. Đặc thù: tĩnh điện mạnh → cần ionizer trên băng tải.
Tình huống 3 — Nhà máy Nhật sản xuất linh kiện nhựa chính xác: Linh kiện nhựa cho ô tô/điện tử — dung sai chặt, không được trầy. Robot gắp nhẹ nhàng (hút chân không) → đặt lên khay chuyên dụng (fixture) → băng tải chuyển sang trạm kiểm tra (camera vision) → OK vào khay đóng gói, NG loại ra. Yêu cầu: không tiếp xúc trực tiếp với bề mặt sản phẩm.
Lưu ý: Các tình huống trên mang tính minh họa. Cấu hình cụ thể tùy thuộc vào sản phẩm, máy ép, sản lượng, và yêu cầu chất lượng.
Khi nào nhà máy nhựa nên tự động hóa phần "sau ép"?
Doanh nghiệp nên cân nhắc khi:
- Nhân công "sau ép" chiếm tỷ lệ lớn — mỗi máy ép cần 1–2 người gắp/xếp/đóng gói.
- Sản phẩm hay bị trầy/biến dạng khi gắp/xếp tay — đặc biệt sản phẩm yêu cầu ngoại quan.
- Cycle time máy ép bị kéo dài vì chờ người gắp — máy ép đắt tiền, mỗi giây cycle time là chi phí.
- Sản lượng tăng mà thêm người không hiệu quả — thêm người → thêm lỗi, thêm quản lý.
- Khách hàng (Nhật, Hàn) yêu cầu kiểm soát chất lượng sau ép — đếm đúng, xếp đúng, không trầy.
- Đang mở rộng nhà máy — cơ hội thiết kế hệ thống "sau ép" tự động ngay từ đầu.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Tự động hóa "sau ép" cần đơn vị hiểu đặc thù nhựa: sản phẩm nhẹ/mỏng/nóng/tĩnh điện. Dùng cơ cấu cho kim loại → kẹp vỡ nhựa. Dùng băng tải không có ionizer → sản phẩm dính. Cần đơn vị thiết kế riêng cho từng loại sản phẩm nhựa.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Thiết kế cơ cấu gắp/xếp phù hợp sản phẩm nhựa: Hút chân không, cơ cấu đỡ mềm, không trầy bề mặt — thiết kế dựa trên mẫu sản phẩm thật.
- Băng tải và hệ thống chuyển phù hợp: Chịu nhiệt, có ionizer, có đoạn làm nguội, thanh dẫn hướng cho sản phẩm nhẹ.
- Cơ cấu xếp chồng + đóng gói: Đếm đúng, xếp đều, đóng thùng — khớp nhịp với máy ép.
- Tích hợp vào line hiện có: Lắp thêm vào máy ép hiện có mà không ảnh hưởng vận hành — PLC giao tiếp với máy ép.
- Linh hoạt đổi mã: Chương trình PLC/HMI cho từng khuôn — thay khuôn = chọn chương trình mới, không cần chỉnh cơ khí.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; cung cấp thiết bị phụ trợ công nghiệp; và setup line sản xuất. Máy cho ngành nhựa — từ cơ cấu gắp, băng tải, xếp chồng, đến đóng gói — là một phần trong năng lực giải pháp tự động hóa mà AKS-VINA cung cấp.
Kết luận
Máy cho ngành nhựa ở phần "sau ép" là cách tăng năng suất thật sự cho nhà máy — vì máy ép đã tự động, phần "sau ép" bằng tay là bottleneck. Bốn hạng mục (gắp → chuyển → xếp → đóng gói) có thể triển khai từng bước — bắt đầu từ gắp tự động (tác động lớn nhất vì giảm cycle time), rồi mở rộng dần. Mỗi bước giảm thêm nhân công và tăng thêm chất lượng — cho đến khi phần "sau ép" chạy tự động hoàn toàn.
Nếu nhà máy nhựa cần giải pháp tự động hóa sau ép phun, AKS-VINA sẵn sàng khảo sát và đề xuất phương án phù hợp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.