PLC HMI trong máy tự động: chức năng và lợi ích

PLC và HMI trong máy tự động: chức năng và lợi ích khi vận hành
Trong hầu hết cuộc trao đổi về đầu tư máy tự động, hai thuật ngữ xuất hiện sớm nhất thường là PLC và HMI. Doanh nghiệp nghe nói "máy dùng PLC Siemens", "có HMI cảm ứng 7 inch" — nhưng cụ thể PLC làm gì, HMI giúp gì cho vận hành hàng ngày, và hai thành phần này phối hợp ra sao thì không phải ai cũng nắm rõ. Hiểu về PLC HMI trong máy tự động không đòi hỏi kiến thức lập trình, nhưng sẽ giúp doanh nghiệp đánh giá đúng chất lượng máy, đặt yêu cầu rõ ràng với đơn vị chế tạo, và khai thác hiệu quả hơn thiết bị đã đầu tư.
Bài viết này giải thích chức năng thực tế của PLC và HMI, cách chúng phối hợp trong máy công nghiệp, và những điều doanh nghiệp nên quan tâm khi lựa chọn.
PLC là gì và làm gì trong máy tự động?
PLC (Programmable Logic Controller — Bộ điều khiển logic lập trình) là "bộ não" của máy tự động. Nó nhận tín hiệu đầu vào từ cảm biến, xử lý theo chương trình đã lập, rồi ra lệnh cho các thiết bị chấp hành hoạt động.
Nói đơn giản: PLC là thứ quyết định máy làm gì, khi nào, và theo trình tự nào.
Những việc PLC thực hiện hàng ngày trong nhà máy:
- Điều khiển trình tự hoạt động: cấp sản phẩm → xử lý → thoát sản phẩm, theo đúng thứ tự và nhịp.
- Phối hợp nhiều cơ cấu cùng lúc: motor quay, xy-lanh đẩy, van khí mở — đồng bộ theo chương trình.
- Xử lý điều kiện: nếu cảm biến phát hiện sản phẩm đến → bắt đầu chu kỳ; nếu cửa bảo vệ mở → dừng máy; nếu hết nguyên liệu → báo lỗi.
- Đếm sản phẩm, tính chu kỳ, ghi nhận thời gian hoạt động.
- Quản lý nhiều chế độ chạy: tự động, bán tự động, chạy tay từng bước (jog) — phục vụ sản xuất và bảo trì.
- Giao tiếp với các thiết bị khác: biến tần, servo, HMI, và trong một số trường hợp — với PLC của máy khác trên cùng dây chuyền.
Điều doanh nghiệp nên biết về PLC: PLC không phải "hộp đen" mà doanh nghiệp không cần quan tâm. Hãng PLC quyết định khả năng tìm linh kiện thay thế, hỗ trợ kỹ thuật, và chi phí nâng cấp về sau. Chương trình PLC là tài sản: nếu không được bàn giao, mọi thay đổi nhỏ đều phải phụ thuộc hoàn toàn vào đơn vị lập trình ban đầu.
HMI là gì và giúp gì cho vận hành?
HMI (Human-Machine Interface — Giao diện người-máy) là màn hình mà người vận hành tương tác hàng ngày. Nếu PLC là bộ não, thì HMI là "khuôn mặt" của máy — nơi người vận hành nhìn thấy trạng thái, ra lệnh, và nhận thông tin.
Những việc HMI hỗ trợ hàng ngày:
- Hiển thị trạng thái máy theo thời gian thực: đang chạy, đang dừng, đang chờ sản phẩm, lỗi gì.
- Cho phép chọn chế độ vận hành: tự động, bán tự động, chạy tay.
- Nhập thông số sản xuất: tốc độ, số lượng, kích thước sản phẩm (khi máy xử lý nhiều mã).
- Hiển thị mã lỗi cụ thể và hướng dẫn xử lý: "Cảm biến vị trí 3 không phát hiện sản phẩm — kiểm tra cảm biến hoặc vị trí sản phẩm" — thay vì chỉ đèn đỏ nhấp nháy.
- Lưu trữ và hiển thị dữ liệu sản xuất: số sản phẩm đã xử lý, thời gian chạy, số lần dừng máy.
- Quản lý công thức (recipe): lưu bộ thông số cho từng mã sản phẩm, chuyển đổi nhanh khi đổi mã.
Điều doanh nghiệp nên biết về HMI: Giá trị của HMI không nằm ở kích thước màn hình hay hãng sản xuất — mà ở cách giao diện được thiết kế. Một HMI 10 inch nhưng giao diện lộn xộn, mã lỗi chung chung thì kém hữu ích hơn HMI 7 inch với giao diện rõ ràng, mã lỗi cụ thể, và ngôn ngữ phù hợp nhân sự vận hành.
PLC và HMI phối hợp như thế nào?
Hai thành phần này hoạt động song song và liên tục trao đổi dữ liệu:
| PLC | HMI |
|---|---|
| Nhận tín hiệu từ cảm biến | Hiển thị trạng thái cho người vận hành |
| Xử lý logic, ra lệnh cho cơ cấu | Nhận lệnh từ người vận hành (bấm chạy, dừng, nhập thông số) |
| Phát hiện lỗi theo điều kiện | Hiển thị mã lỗi và hướng dẫn xử lý |
| Đếm sản phẩm, ghi nhận dữ liệu | Hiển thị báo cáo sản xuất |
| Chạy chương trình tự động | Cho phép chuyển giữa các chế độ và công thức |
Khi PLC phát hiện lỗi (ví dụ: cảm biến không nhận sản phẩm sau thời gian quy định), nó gửi mã lỗi sang HMI. HMI hiển thị: "Lỗi E-07: Cảm biến cấp sản phẩm — kiểm tra vị trí sản phẩm trên băng tải". Người vận hành xử lý, bấm Reset trên HMI, HMI gửi tín hiệu cho PLC tiếp tục chương trình.
Sự phối hợp này diễn ra liên tục, hàng trăm lần mỗi ca — và chất lượng phối hợp phụ thuộc vào cách chương trình PLC và giao diện HMI được thiết kế.
Lợi ích thực tế của PLC và HMI đối với vận hành nhà máy
Giảm phụ thuộc vào tay nghề cá nhân. Với máy không có PLC, thao tác đúng sai phụ thuộc vào người vận hành. Với PLC, trình tự được lập trình — ai vận hành cũng ra kết quả giống nhau.
Xử lý sự cố nhanh hơn. HMI hiển thị mã lỗi cụ thể thay vì đèn đỏ chung. Đội kỹ thuật biết ngay vấn đề ở đâu, giảm thời gian chẩn đoán và thời gian dừng máy.
Chuyển đổi sản phẩm nhanh. Khi chạy nhiều mã sản phẩm, người vận hành chọn công thức trên HMI thay vì chỉnh tay từng thông số. Thời gian chuyển đổi rút ngắn, giảm lỗi cài đặt sai.
Theo dõi hiệu suất sản xuất. Dữ liệu từ PLC hiển thị qua HMI: số sản phẩm, thời gian chạy, số lần dừng. Đây là cơ sở để cải tiến dây chuyền sản xuất dựa trên dữ liệu thay vì cảm tính.
Bảo trì chủ động. PLC có thể đếm số chu kỳ hoạt động và cảnh báo khi đến hạn bảo trì (thay dầu, kiểm tra ổ bi, thay dây đai). HMI hiển thị nhắc nhở, giúp đội bảo trì dây chuyền sản xuất chủ động thay vì chờ hỏng mới sửa.
Ví dụ ứng dụng trong nhà máy sản xuất
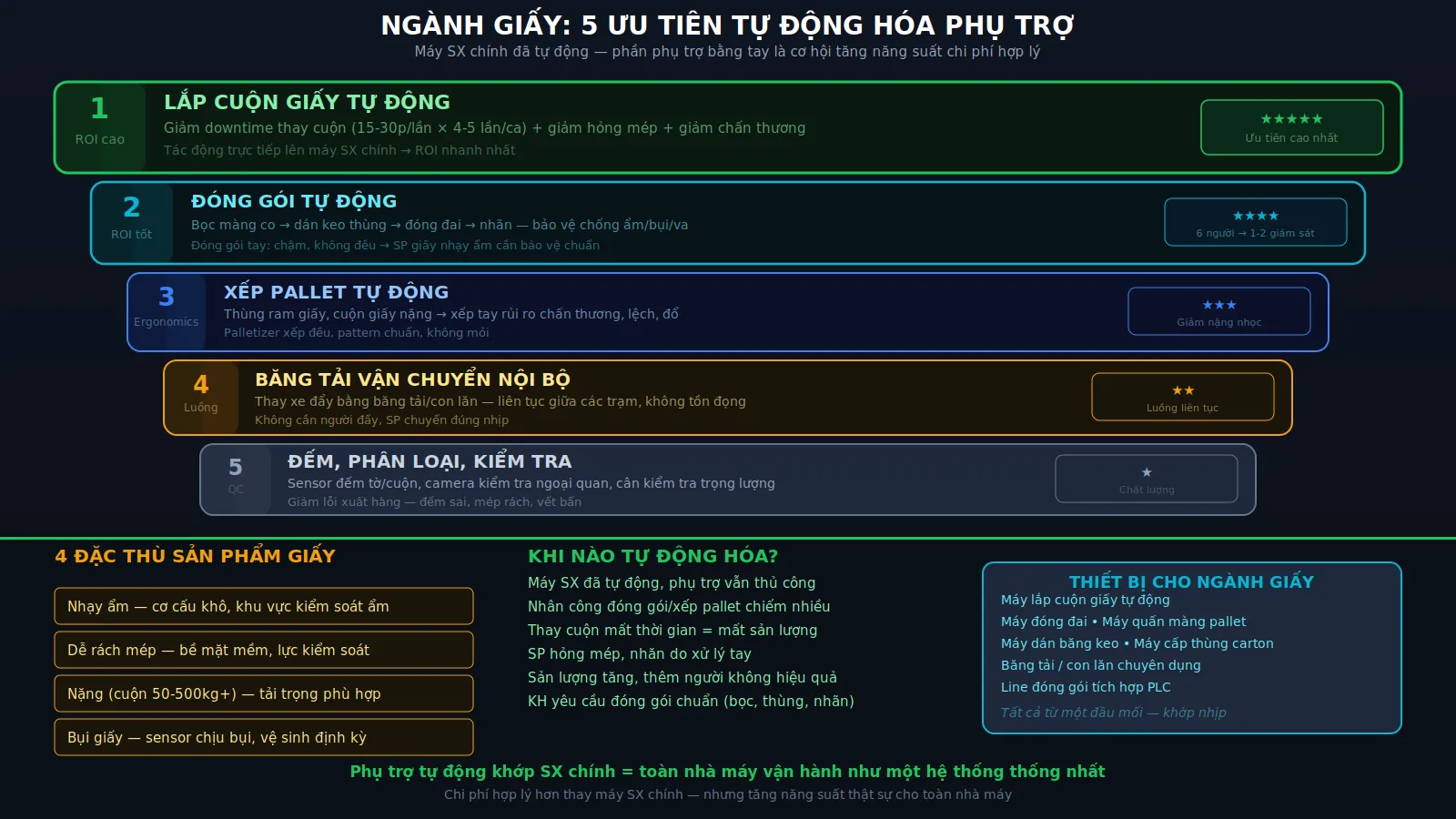
Tình huống 1 — Máy quấn màng pallet với nhiều chương trình quấn: Nhà máy chạy nhiều loại pallet có chiều cao và tải trọng khác nhau. PLC lưu các chương trình quấn khác nhau (số vòng quấn, lực căng màng, chiều cao bắt đầu/kết thúc). Người vận hành chọn chương trình phù hợp trên HMI bằng một chạm, thay vì chỉnh từng thông số. HMI cũng hiển thị số pallet đã quấn trong ca để đối chiếu với kế hoạch sản xuất.
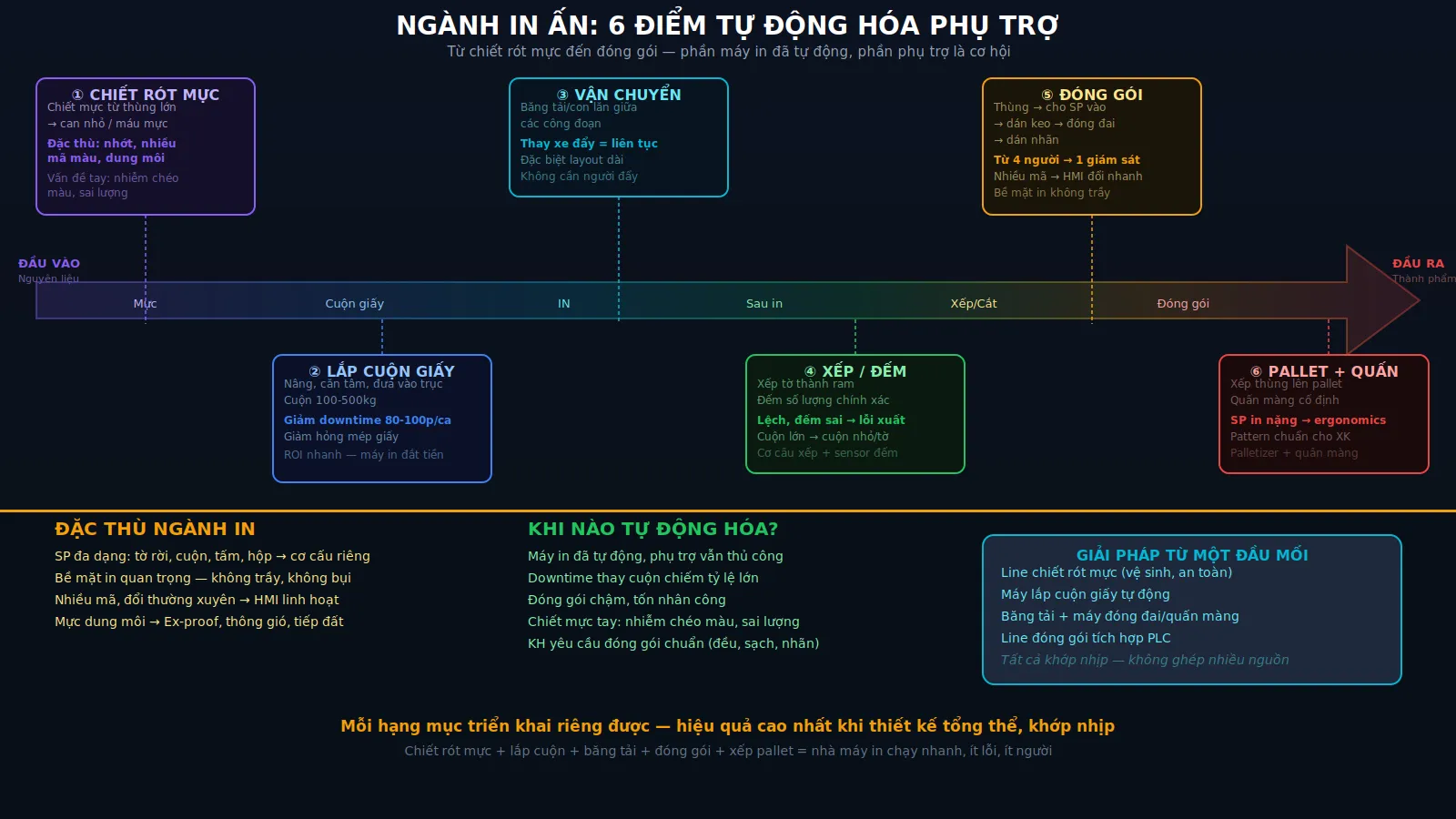
Tình huống 2 — Line đóng gói liên hoàn: Ba máy (cấp thùng carton, dán băng keo, đóng đai) nối tiếp nhau. PLC của mỗi máy giao tiếp qua tín hiệu I/O: máy đóng đai báo "sẵn sàng" → PLC máy dán keo cho thùng đi tiếp. HMI của máy chính (hoặc HMI trung tâm) hiển thị trạng thái cả ba máy, giúp người vận hành giám sát toàn line từ một điểm.
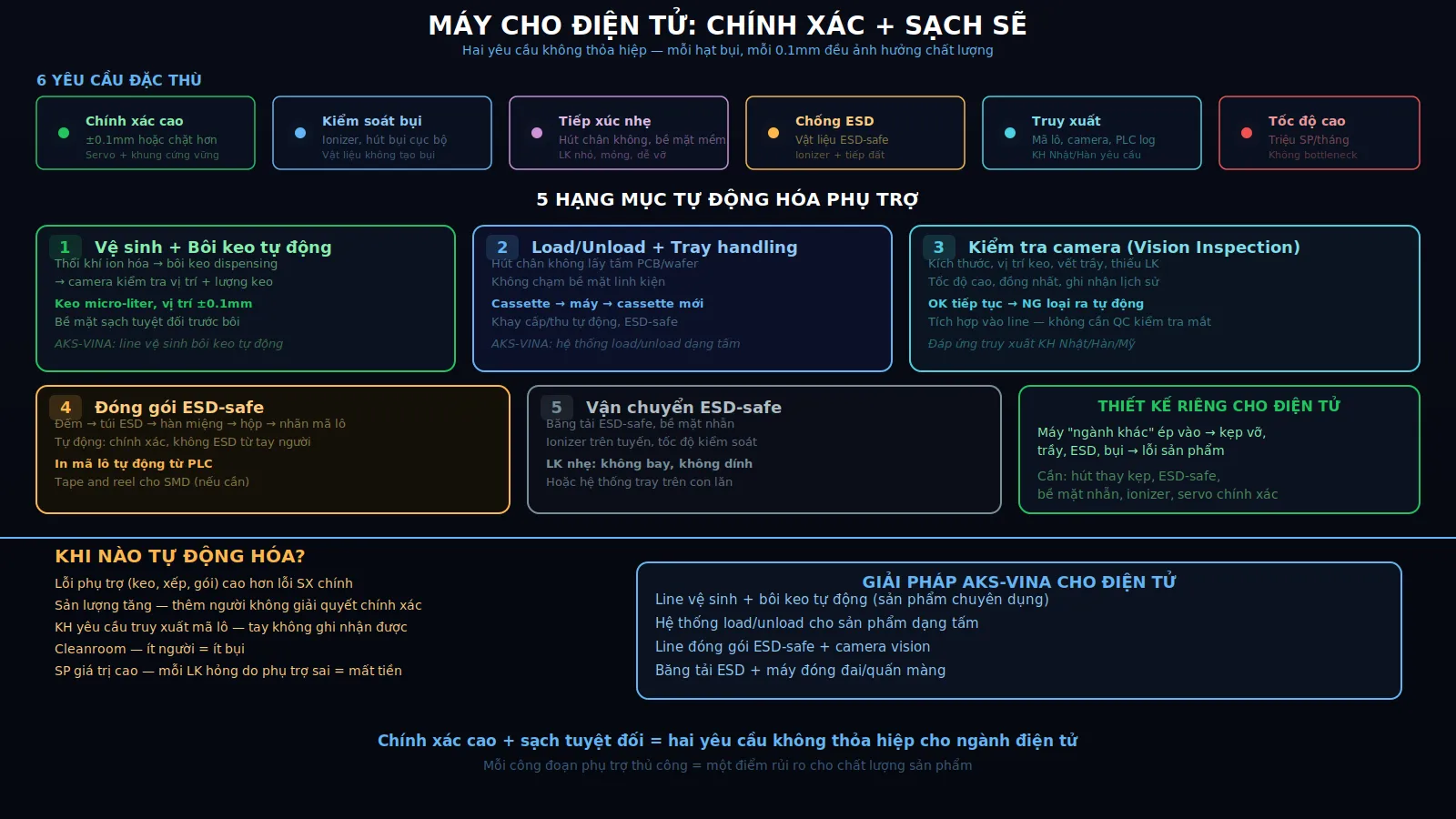
Tình huống 3 — Máy bôi keo tự động theo biên dạng: PLC điều khiển servo motor di chuyển đầu bôi keo theo quỹ đạo lập trình sẵn. HMI cho phép chọn biên dạng bôi keo cho từng loại sản phẩm (đã lưu dưới dạng công thức). Khi thêm sản phẩm mới, kỹ thuật viên lập trình thêm biên dạng trên PLC và thêm công thức trên HMI — không cần thay đổi phần cơ khí.
Lưu ý: Các tình huống trên mang tính minh họa. Cấu hình cụ thể tùy thuộc vào yêu cầu thực tế.
Khi nào doanh nghiệp nên đặc biệt quan tâm đến PLC và HMI?
PLC và HMI là thành phần chuẩn trong hầu hết máy tự động. Nhưng doanh nghiệp nên đặc biệt chú ý khi:
- Máy xử lý nhiều mã sản phẩm — cần quản lý công thức (recipe) trên HMI.
- Dây chuyền gồm nhiều máy phối hợp — cần PLC giao tiếp giữa các thiết bị.
- Nhà máy muốn theo dõi dữ liệu sản xuất (sản lượng, thời gian dừng, tỷ lệ lỗi).
- Có nhân sự vận hành nhiều trình độ — giao diện HMI cần rõ ràng, dễ dùng.
- Doanh nghiệp muốn nâng cấp hoặc bổ sung chức năng về sau — chương trình PLC cần có khả năng mở rộng.
- Khi đầu tư máy công nghiệp theo yêu cầu — PLC và HMI được lập trình riêng cho quy trình của nhà máy.
Những điều nên trao đổi rõ với đơn vị chế tạo
Trước khi chốt phương án, doanh nghiệp nên hỏi:
- Hãng PLC và HMI nào được sử dụng? Có phổ biến tại Việt Nam không?
- Chương trình PLC và giao diện HMI có bàn giao sau nghiệm thu không?
- Giao diện HMI có thiết kế theo ngôn ngữ và logic của đội vận hành không (tiếng Việt, tiếng Anh, hoặc cả hai)?
- Mã lỗi trên HMI có cụ thể (chỉ đúng cảm biến, cơ cấu bị lỗi) hay chỉ mã chung?
- Có chức năng quản lý công thức khi máy chạy nhiều mã sản phẩm không?
- PLC có đủ dư I/O để bổ sung chức năng hoặc cảm biến trong tương lai không?
- Có sơ đồ I/O, danh sách biến, và tài liệu chương trình kèm theo không?
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Chương trình PLC và giao diện HMI chỉ tốt khi được lập dựa trên hiểu biết sâu về máy và quy trình sản xuất. Nếu phần điều khiển do một bên lập trình, phần cơ khí do bên khác chế tạo — rất dễ xảy ra tình trạng "chương trình đúng nhưng máy chạy sai" vì thông số cơ khí thực tế khác với giả định.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Chương trình PLC lập theo quy trình thật: Đội lập trình hiểu máy vì chính họ tham gia thiết kế — trình tự, tốc độ, điều kiện dừng đều gắn liền với thực tế.
- Giao diện HMI thiết kế cho người vận hành: Không phải giao diện mẫu chung, mà thiết kế theo cách đội vận hành sẽ sử dụng hàng ngày.
- Mã lỗi cụ thể và hướng dẫn xử lý: Giúp giảm thời gian dừng máy, đặc biệt quan trọng với nhân sự vận hành chưa quen thiết bị mới.
- Bàn giao đầy đủ tài liệu: Chương trình PLC, giao diện HMI, sơ đồ I/O, danh sách biến — đội kỹ thuật nội bộ có thể tham khảo khi bảo trì.
- Hỗ trợ nâng cấp dài hạn: Khi cần bổ sung chức năng, thêm công thức hoặc kết nối thêm thiết bị, đơn vị chế tạo có chương trình gốc và hiểu toàn bộ hệ thống.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Phần điện điều khiển — bao gồm lập trình PLC và thiết kế giao diện HMI — được thực hiện đồng bộ cùng phần cơ khí bởi cùng đội ngũ.
Kết luận
PLC HMI trong máy tự động không phải hai thành phần rời rạc — mà là cặp đôi quyết định máy "thông minh" đến đâu và người vận hành khai thác được bao nhiêu. PLC điều khiển mọi logic hoạt động, HMI biến logic đó thành thông tin mà con người đọc được và tương tác được. Hiểu vai trò của chúng giúp doanh nghiệp đặt đúng yêu cầu, đánh giá đúng đơn vị chế tạo, và vận hành hiệu quả hơn ngay từ ngày đầu.
Nếu doanh nghiệp đang cần giải pháp tự động hóa với hệ thống điều khiển phù hợp thực tế nhà máy, AKS-VINA sẵn sàng khảo sát và tư vấn.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.