Quấn màng co pallet: kiểm soát lượng màng và độ chắc hàng

Quấn màng pallet: cách kiểm soát lượng màng và độ chắc hàng hóa
Quấn màng co pallet nghe đơn giản — quấn vài vòng màng quanh pallet là xong. Nhưng giữa "quấn xong" và "quấn đúng" có khoảng cách lớn: quấn quá nhiều vòng thì tốn màng, quấn quá ít thì hàng đổ khi vận chuyển. Căng quá — thùng bị bóp méo. Lỏng quá — pallet xê dịch trên xe tải. Kiểm soát được lượng màng sử dụng và độ chắc hàng hóa là chìa khóa để vừa tiết kiệm chi phí, vừa đảm bảo hàng đến nơi nguyên vẹn.
Bài viết này giúp doanh nghiệp hiểu các yếu tố ảnh hưởng đến lượng màng và độ chắc, cách tối ưu chương trình quấn, và những lỗi phổ biến cần tránh.
Hai mục tiêu ngược nhau cần cân bằng
Khi quấn màng pallet, doanh nghiệp luôn đối mặt với hai mục tiêu:
- Tiết kiệm màng: Dùng càng ít màng càng tốt — giảm chi phí vật tư.
- Giữ hàng chắc: Pallet phải ổn định trong vận chuyển — không đổ, không xê dịch.
Hai mục tiêu này "kéo" nhau: tiết kiệm quá thì hàng lỏng, quấn nhiều quá thì tốn. Mục tiêu là tìm điểm cân bằng — đủ chắc với lượng màng tối thiểu.
Các yếu tố ảnh hưởng đến lượng màng và độ chắc
1. Pre-stretch ratio (tỷ lệ kéo giãn trước) Pre-stretch là cơ cấu kéo giãn màng trước khi quấn quanh pallet. Ví dụ: pre-stretch 200% nghĩa là 1 mét màng gốc được kéo thành 3 mét trước khi quấn. Pre-stretch cao → dùng ít màng hơn cho cùng số vòng. Nhưng pre-stretch quá cao → màng mỏng, dễ rách khi pallet có góc cạnh sắc.
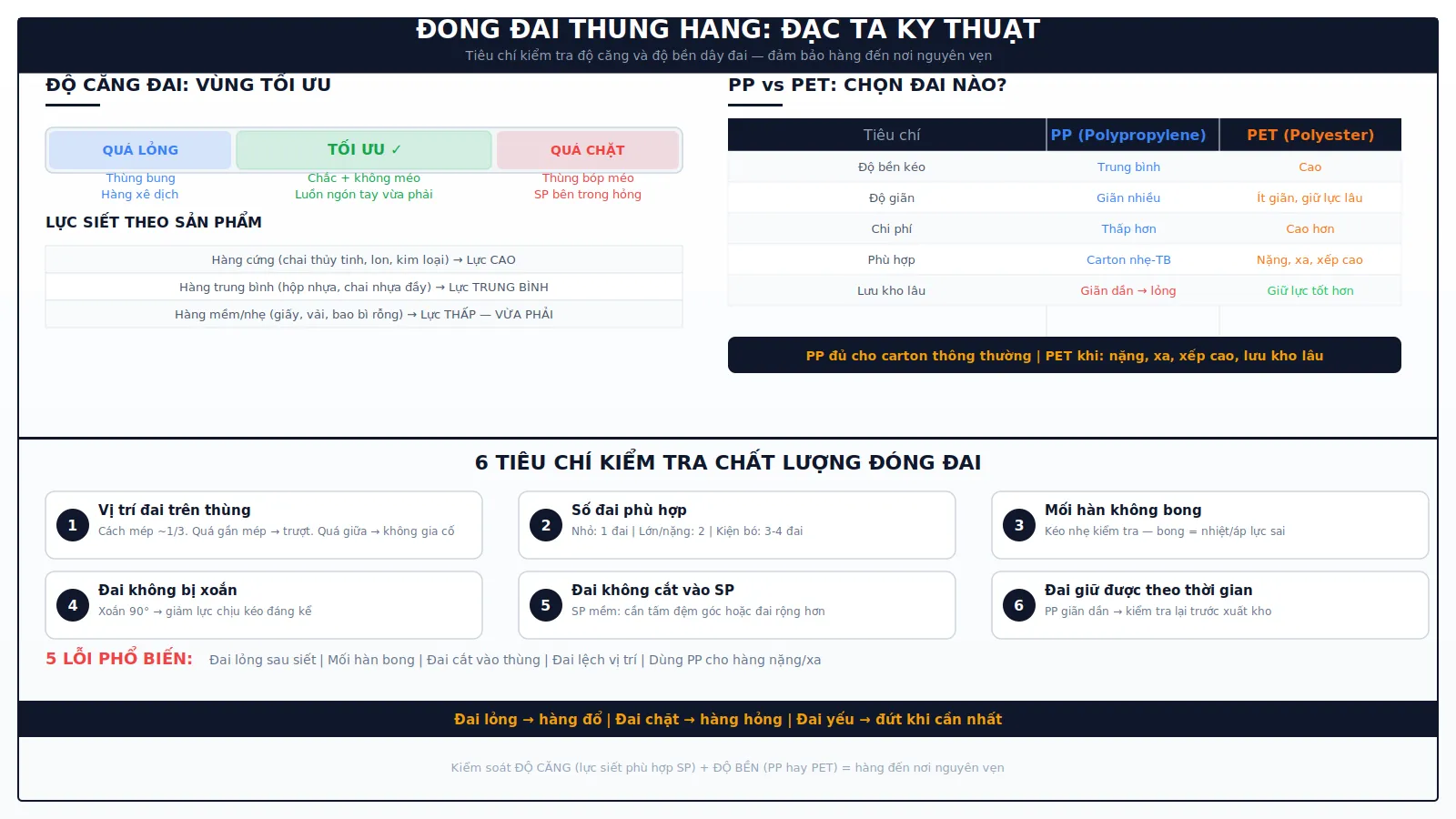
2. Lực căng (tension) Lực căng quyết định màng quấn chặt hay lỏng. Lực căng cao → hàng chắc hơn, nhưng có thể bóp méo thùng mềm. Lực căng thấp → hàng lỏng, dễ xê dịch. Cần điều chỉnh lực căng theo loại hàng trên pallet.
3. Số vòng quấn (wraps) Nhiều vòng → chắc hơn, tốn màng hơn. Ít vòng → ít tốn nhưng có thể không đủ cố định. Quan trọng hơn tổng số vòng là phân bố vòng quấn: phần đáy và phần đỉnh cần nhiều vòng hơn phần giữa (vì lực tác động khi vận chuyển tập trung ở hai đầu).
4. Chiều cao bắt đầu và kết thúc quấn Quấn từ đâu trên pallet? Nếu bắt đầu quá cao, phần đáy (tiếp xúc pallet) không được cố định → hàng trượt trên mặt pallet. Nếu kết thúc quá thấp, phần đỉnh không được giữ → lớp trên đổ. Cần quấn phủ cả phần đáy (chạm mép pallet) và phần đỉnh.
5. Quấn chồng (overlap) Mỗi vòng quấn nên chồng lên vòng trước khoảng 50% chiều rộng cuộn màng. Overlap ít hơn → có khe hở, giảm lực giữ. Overlap nhiều hơn → tốn màng mà không tăng thêm lực đáng kể.
6. Tốc độ quay bàn xoay và tốc độ nâng cột Tỷ lệ giữa tốc độ xoay bàn và tốc độ nâng/hạ cột quyết định mật độ vòng quấn. Nếu bàn xoay nhanh mà cột nâng chậm → quấn dày (nhiều vòng/đơn vị chiều cao). Ngược lại → quấn thưa. Cần tỷ lệ phù hợp cho từng loại pallet.
Cách tối ưu chương trình quấn màng co pallet
Bước 1: Phân vùng pallet Chia pallet thành 3 vùng: đáy (tiếp xúc pallet), giữa (thân pallet), và đỉnh. Mỗi vùng cần thông số quấn khác nhau.
Bước 2: Tăng vòng ở đáy và đỉnh Đáy: 2–3 vòng quấn thêm (reinforced bottom wraps) để cố định hàng vào pallet gỗ. Đỉnh: 1–2 vòng quấn thêm hoặc quấn phủ (top wrap) để giữ lớp trên.
Bước 3: Điều chỉnh lực căng theo loại hàng Thùng carton cứng → lực căng cao hơn. Thùng mềm (giấy, bao bì) → lực căng vừa phải để không bóp méo. Hàng không đều (nhiều kích thước thùng trên cùng pallet) → lực căng trung bình, quấn thêm vòng để bù.
Bước 4: Chọn pre-stretch ratio phù hợp Pallet hàng có góc cạnh sắc (thùng carton cứng, kiện gỗ) → pre-stretch vừa phải (tránh rách). Pallet hàng tròn hoặc mềm → pre-stretch cao hơn (tiết kiệm màng, ít rủi ro rách).
Bước 5: Lưu chương trình trên HMI Mỗi loại pallet → một chương trình riêng trên HMI: số vòng, lực căng, pre-stretch, chiều cao bắt đầu/kết thúc, vòng gia cố đáy/đỉnh. Khi đổi mã, chọn chương trình trên HMI — không cần chỉnh tay.
Bước 6: Kiểm tra và điều chỉnh sau chạy thử Sau khi quấn, kiểm tra: ấn tay vào mặt bên pallet — nếu cảm thấy chắc, khó đẩy xê dịch = đủ lực. Nếu thùng bên trong bị méo = lực căng quá cao. Nếu màng rách ở góc = pre-stretch quá cao hoặc góc quá sắc.
Bảng: thông số quấn và ảnh hưởng
| Thông số | Tăng | Giảm |
|---|---|---|
| Pre-stretch | Tiết kiệm màng, nhưng màng mỏng hơn → dễ rách | Tốn màng hơn, nhưng màng dày hơn → chịu lực tốt |
| Lực căng | Hàng chắc hơn, nhưng có thể bóp méo thùng | Hàng lỏng hơn, ít rủi ro méo |
| Số vòng quấn | Chắc hơn, tốn màng hơn | Ít tốn, nhưng có thể không đủ lực giữ |
| Overlap | Kín hơn, tốn màng hơn | Có khe hở, giảm lực giữ |
| Vòng gia cố đáy | Cố định hàng vào pallet tốt hơn | Hàng dễ trượt trên mặt pallet |
Lỗi thường gặp khi quấn màng pallet
Quấn cùng thông số cho mọi loại pallet. Pallet hàng nhẹ cần lực căng khác pallet hàng nặng. Pallet thấp cần ít vòng hơn pallet cao. Dùng cùng chương trình → hoặc tốn màng (cho pallet nhỏ) hoặc không đủ chắc (cho pallet lớn).
Không quấn phủ đáy pallet. Phần đáy — nơi hàng tiếp xúc với pallet gỗ — là vùng quan trọng nhất. Nếu không quấn phủ đến mép pallet, hàng sẽ trượt trên mặt pallet khi xe tải rẽ hoặc phanh.
Pre-stretch quá cao cho hàng có góc sắc. Thùng carton cứng có góc vuông — màng kéo giãn quá mỏng sẽ rách tại góc. Rách ở một điểm → màng co lại, cả đoạn bị lỏng.
Quấn tay không đều, không đo được. Quấn tay không kiểm soát được pre-stretch (vì kéo tay), lực căng (vì không có cơ cấu phanh), hay số vòng chính xác. Mỗi pallet khác nhau — không chuẩn hóa được.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Nhà máy FMCG, pallet thùng carton tiêu chuẩn: Pallet 1.200×1.000mm, xếp 5 lớp thùng, chiều cao 1.5m. Chương trình quấn: 3 vòng gia cố đáy → quấn lên đỉnh (overlap 50%, lực căng trung bình, pre-stretch 250%) → 2 vòng gia cố đỉnh → quấn xuống đáy kết thúc. Lưu trên HMI. Khi thay đổi loại pallet (thêm 1 lớp, chiều cao tăng), chỉ cần sửa chiều cao kết thúc trong chương trình.
Tình huống 2 — Pallet hàng nặng, vận chuyển đường dài: Pallet sản phẩm công nghiệp nặng, vận chuyển 500km+ trên đường xấu. Cần lực giữ cao. Chương trình quấn: lực căng cao hơn, thêm vòng gia cố ở đáy và giữa, pre-stretch vừa phải (để màng đủ dày chịu lực dài hạn). So với quấn tay, tiết kiệm màng đáng kể nhờ pre-stretch đồng thời giữ chắc hơn nhờ lực căng đều.
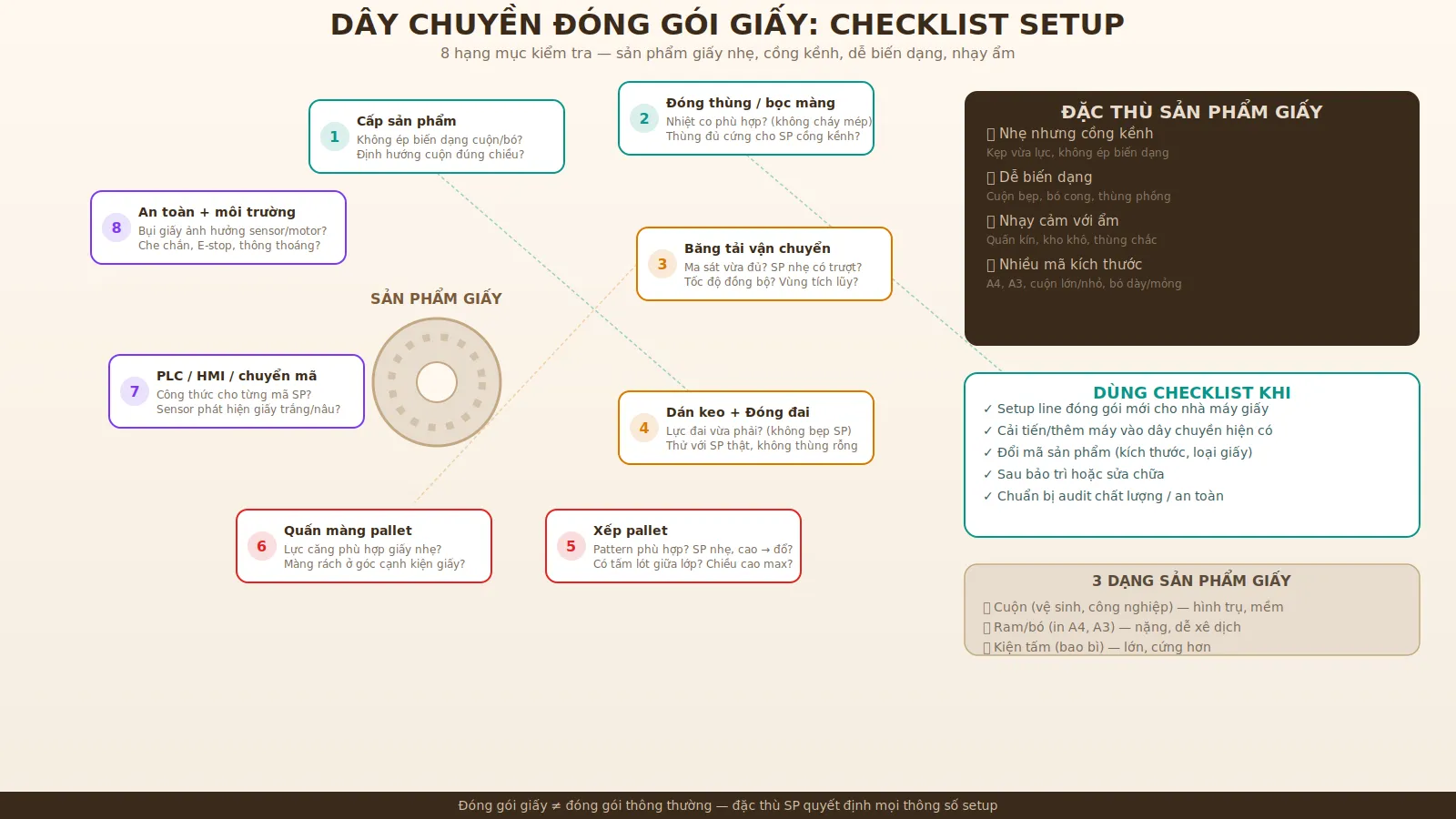
Tình huống 3 — Nhà máy giấy, pallet nhẹ nhưng cồng kềnh: Pallet cuộn giấy vệ sinh — nhẹ nhưng cao, dễ đổ. Lực căng cần vừa phải (không bẹp cuộn). Chương trình quấn: nhiều vòng ở đáy (cố định vào pallet), lực căng thấp hơn tiêu chuẩn, pre-stretch cao (tiết kiệm màng vì không có góc sắc). Vòng quấn phủ đỉnh quan trọng đặc biệt — giữ lớp trên không trượt.
Lưu ý: Các tình huống trên mang tính minh họa. Thông số quấn cụ thể tùy thuộc vào sản phẩm, pallet, và yêu cầu vận chuyển.
Khi nào doanh nghiệp nên đặc biệt quan tâm đến kiểm soát quấn màng?
Doanh nghiệp nên chú ý khi:
- Chi phí màng co chiếm tỷ trọng đáng kể trong chi phí đóng gói — cần tối ưu để giảm.
- Hàng hay đổ hoặc xê dịch khi vận chuyển — quấn chưa đủ chắc hoặc chưa đúng vùng.
- Đang quấn tay và muốn chuyển sang máy — cần thiết lập chương trình quấn đúng ngay từ đầu.
- Chạy nhiều loại pallet (kích thước, trọng lượng khác nhau) — cần nhiều chương trình quấn, không phải một cho tất cả.
- Xuất hàng cho đối tác yêu cầu chuẩn đóng gói nghiêm ngặt (Nhật, Hàn, xuất khẩu).
- Muốn cải tiến dây chuyền sản xuất ở khâu đóng gói cuối — quấn màng là hạng mục dễ tối ưu với ROI rõ ràng.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Kiểm soát quấn màng hiệu quả cần máy quấn có đủ tính năng (pre-stretch, điều chỉnh lực căng, lập trình chương trình) VÀ chương trình quấn được thiết lập đúng cho từng loại pallet. Máy tốt nhưng chương trình sai → vẫn tốn màng hoặc hàng vẫn đổ.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Lập trình chương trình quấn cho từng loại pallet: Không phải "máy giao xong, doanh nghiệp tự tìm thông số". AKS-VINA chạy thử với pallet thật và thiết lập thông số phù hợp.
- Tối ưu pre-stretch và lực căng: Dựa trên loại hàng, góc cạnh, trọng lượng — tìm điểm cân bằng giữa tiết kiệm màng và giữ chắc.
- Lưu nhiều chương trình trên HMI: Mỗi loại pallet một công thức — chuyển đổi nhanh khi đổi mã.
- Tích hợp vào line đóng gói: Máy quấn khớp nhịp với máy đóng đai và băng tải phía trước — PLC điều phối.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên cung cấp máy quấn màng pallet và các thiết bị phụ trợ công nghiệp; đồng thời thiết kế, chế tạo máy công nghiệp theo yêu cầu và setup line đóng gói, hệ thống packing.
Kết luận
Quấn màng co pallet hiệu quả không phải "quấn nhiều cho chắc" hay "quấn ít cho rẻ" — mà là kiểm soát đúng: pre-stretch phù hợp, lực căng phù hợp, số vòng phù hợp, phân bố vòng quấn phù hợp — cho từng loại pallet cụ thể. Khi kiểm soát được các thông số này, doanh nghiệp vừa tiết kiệm màng vừa đảm bảo hàng đến nơi nguyên vẹn.
Máy quấn tốt là điều kiện cần. Chương trình quấn đúng mới là điều kiện đủ.
Nếu doanh nghiệp cần máy quấn màng pallet hoặc muốn tối ưu chương trình quấn cho pallet hiện tại, AKS-VINA sẵn sàng tư vấn và hỗ trợ.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.