Theo dõi sau setup: 30 ngày đầu quyết định ổn định
Theo dõi sau setup: giai đoạn quan trọng để máy chạy ổn định
Setup xong, chạy thử đạt, bàn giao tài liệu, đào tạo người vận hành — dây chuyền chính thức vào sản xuất. Nhưng tuần đầu tiên thường "không êm" như lúc chạy thử: sản phẩm mới chạy lần đầu gặp kẹt, người vận hành chưa quen xử lý lỗi, thông số cần chỉnh tinh cho từng ca, và những vấn đề chỉ xuất hiện khi chạy sản lượng thật — không phải khi chạy thử vài chục sản phẩm. Theo dõi sau setup trong 30 ngày đầu là giai đoạn phát hiện và xử lý những vấn đề "ẩn" này — trước khi chúng trở thành lỗi lặp lại.
Bài viết này giúp doanh nghiệp hiểu 30 ngày đầu sau setup thường xảy ra gì, cần theo dõi những gì, và khi nào line được coi là "ổn định" để vận hành hoàn toàn độc lập.
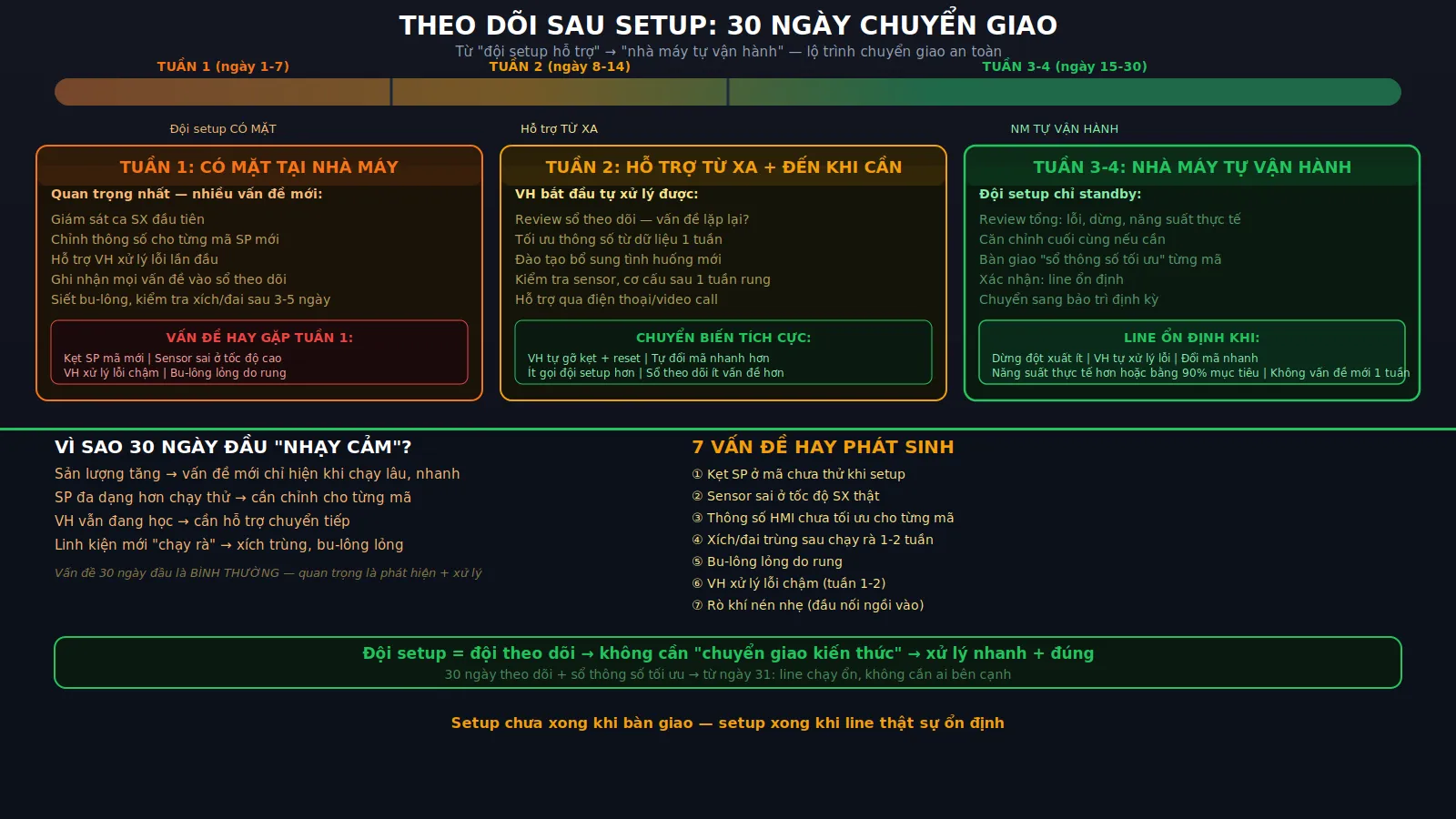
Vì sao 30 ngày đầu là giai đoạn "nhạy cảm" nhất?
Chạy thử khi setup là chạy trong điều kiện "lý tưởng": đội setup có mặt, sản phẩm mẫu chuẩn, sản lượng thấp, mọi thứ được giám sát chặt. Khi vào sản xuất thật, điều kiện thay đổi:
Sản lượng tăng → vấn đề mới xuất hiện. Chạy thử 50 thùng không lỗi. Chạy 500 thùng/ca → bắt đầu kẹt ở vị trí nào đó, hoặc sensor phát hiện sai khi tốc độ cao hơn. Vấn đề chỉ hiện khi chạy lâu, chạy nhanh, chạy liên tục.
Sản phẩm đa dạng hơn mẫu chạy thử. Chạy thử với 1 mã sản phẩm. Sản xuất thật chuyển đổi 3–5 mã/ngày — mỗi mã có kích thước, trọng lượng, bề mặt khác nhau. Thông số cần chỉnh cho từng mã — và 30 ngày đầu là lúc tìm đúng thông số cho tất cả mã.
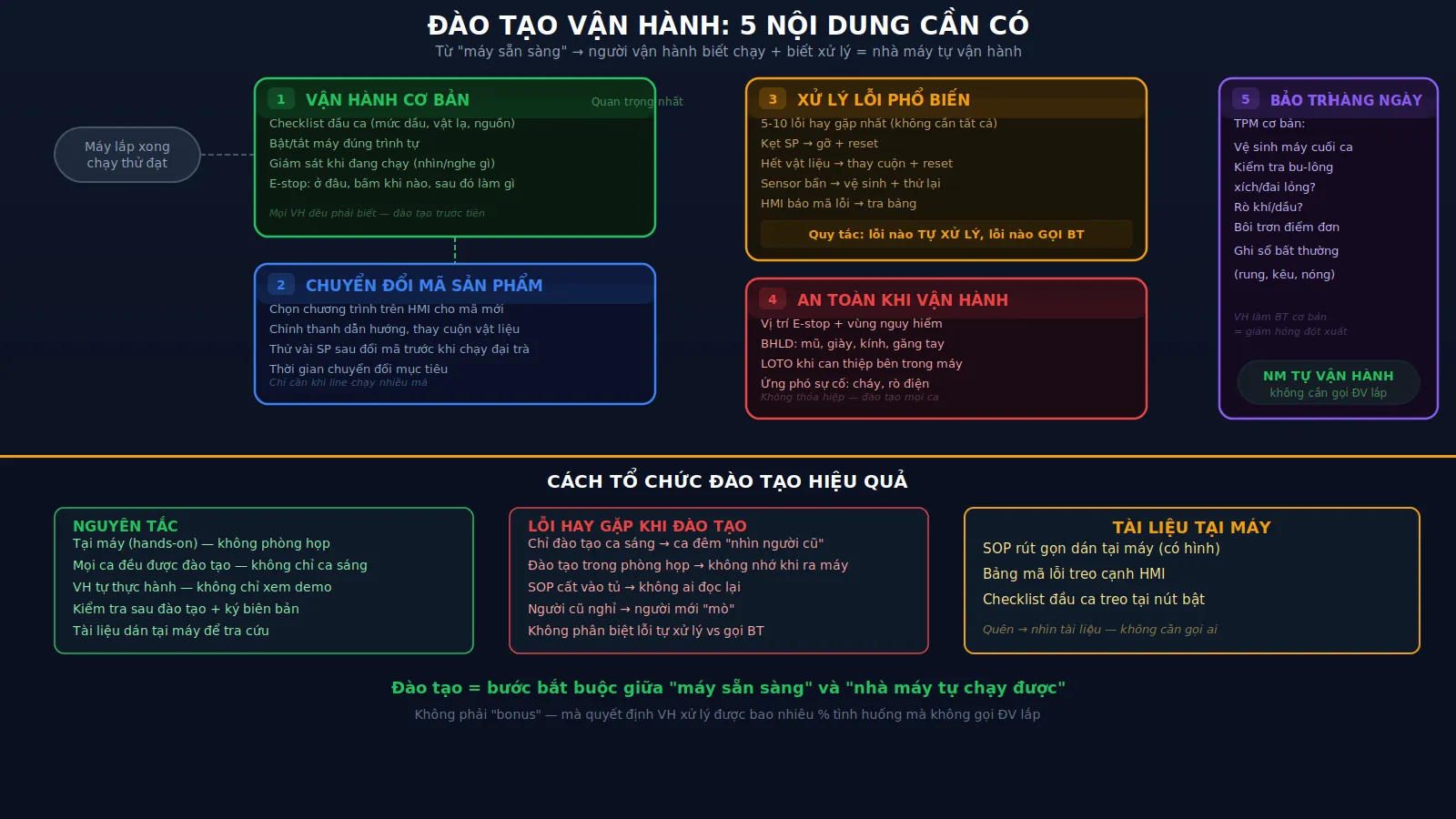
Người vận hành vẫn đang học. Đào tạo xong không có nghĩa là thành thạo. Tuần đầu: vận hành đúng SOP nhưng chậm, xử lý lỗi cần nhìn tài liệu. Tuần thứ 2–3: bắt đầu quen, nhưng vẫn có tình huống chưa gặp. Tuần 4: cơ bản tự xử lý được hầu hết lỗi phổ biến.
Linh kiện mới "chạy rà" (run-in). Ổ bi mới, xích mới, đai mới — có thể cần chỉnh lại lực căng sau 1–2 tuần chạy (do "ngồi vào" chỗ). Một số bu-lông cần siết lại sau rung.
Những vấn đề hay phát sinh trong 30 ngày đầu
| Vấn đề | Thường xuất hiện khi | Cách xử lý |
|---|---|---|
| Kẹt sản phẩm ở vị trí mới | Chạy mã sản phẩm chưa thử khi setup | Chỉnh thanh dẫn, stopper, hoặc tốc độ cho mã mới |
| Sensor phát hiện sai ở tốc độ cao | Tăng tốc độ line lên mức sản xuất thật | Chỉnh vị trí/độ nhạy sensor, hoặc thêm delay trong PLC |
| Thông số HMI chưa tối ưu cho từng mã | Chuyển đổi mã sản phẩm | Chạy thử từng mã, ghi nhận thông số tối ưu, lưu vào HMI |
| Xích/đai trùng sau chạy rà | Sau 1–2 tuần chạy liên tục | Căng lại xích/đai — lần đầu bình thường, sau đó ổn |
| Bu-lông lỏng do rung | Sau vài ngày chạy | Siết lại — kiểm tra toàn bộ bu-lông quan trọng sau tuần 1 |
| Người vận hành xử lý lỗi chậm | Tuần 1–2 (chưa quen) | Hỗ trợ tại chỗ, đào tạo bổ sung tình huống cụ thể |
| Rò khí nén nhẹ | Sau vài ngày — đầu nối "ngồi vào" | Siết lại đầu nối, kiểm tra áp suất |
Cách tổ chức theo dõi sau setup hiệu quả
Tuần 1 (ngày 1–7): Đội setup có mặt hoặc sẵn sàng hỗ trợ ngay
Đây là tuần quan trọng nhất — đội setup nên có mặt tại nhà máy hoặc có thể đến trong vài giờ khi cần. Nhiệm vụ:
- Giám sát ca sản xuất đầu tiên — quan sát máy chạy sản lượng thật.
- Chỉnh thông số cho từng mã sản phẩm mà chạy thử chưa phủ hết.
- Hỗ trợ người vận hành xử lý lỗi lần đầu — "cầm tay chỉ việc".
- Ghi nhận mọi vấn đề phát sinh — dù nhỏ — vào sổ theo dõi.
- Kiểm tra bu-lông, xích, đai sau 3–5 ngày chạy liên tục.
Tuần 2 (ngày 8–14): Đội setup hỗ trợ từ xa, đến khi cần
Người vận hành bắt đầu tự xử lý được các lỗi phổ biến. Đội setup chuyển sang hỗ trợ từ xa (điện thoại, video call) và đến nhà máy khi có vấn đề người vận hành không xử lý được. Nhiệm vụ:
- Review sổ theo dõi — có vấn đề nào lặp lại không?
- Tối ưu thông số — chỉnh tinh dựa trên dữ liệu 1 tuần chạy thật.
- Đào tạo bổ sung cho người vận hành — những tình huống mới gặp trong tuần 1.
- Kiểm tra lại sensor, cơ cấu — sau 1 tuần rung, có dịch không?
Tuần 3–4 (ngày 15–30): Nhà máy tự vận hành, đội setup "standby"
Nhà máy cơ bản tự chạy được — người vận hành quen, thông số đã tối ưu cho hầu hết mã. Đội setup chỉ can thiệp khi có vấn đề mới chưa gặp. Nhiệm vụ:
- Review tổng thể: tỷ lệ lỗi, số lần dừng, năng suất thực tế so với mục tiêu.
- Căn chỉnh cuối cùng nếu cần — dựa trên dữ liệu 3–4 tuần.
- Bàn giao "sổ thông số tối ưu" cho từng mã — kết quả của 30 ngày chỉnh tinh.
- Xác nhận: line ổn định → chuyển sang chế độ bảo trì định kỳ.
Khi nào line được coi là "ổn định"?
Không có con số cố định — nhưng các dấu hiệu cho thấy line đã ổn:
- Tỷ lệ dừng đột xuất giảm về mức thấp (ví dụ: ≤1 lần/ca cho lỗi nhẹ, 0 lần/ca cho lỗi nặng).
- Người vận hành tự xử lý được hầu hết lỗi phổ biến — không cần gọi đội setup.
- Chuyển đổi mã sản phẩm nhanh — thông số đã lưu trên HMI cho tất cả mã.
- Năng suất thực tế đạt ≥90% mục tiêu thiết kế.
- Không phát sinh vấn đề mới trong 1 tuần liên tiếp.
Khi đạt các dấu hiệu trên → line chuyển từ giai đoạn "theo dõi sau setup" sang giai đoạn "vận hành bình thường + bảo trì định kỳ".
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Line đóng gói mới, 5 mã sản phẩm: Setup xong, chạy thử 2 mã đạt. Tuần 1 chạy sản xuất: 3 mã còn lại gặp kẹt ở thanh dẫn hướng (kích thước khác). Đội setup chỉnh thanh dẫn + lưu thông số cho 3 mã mới. Tuần 2: tối ưu tốc độ cho mã nặng nhất (chạy chậm hơn 10% để giảm kẹt). Tuần 4: tất cả 5 mã chạy ổn, người vận hành tự chuyển đổi mã thành thạo.
Tình huống 2 — Nhà máy Nhật, yêu cầu báo cáo hàng tuần: Nhà máy Nhật yêu cầu báo cáo theo dõi sau setup hàng tuần trong 30 ngày đầu: số lần dừng, nguyên nhân, hành động khắc phục, tỷ lệ lỗi sản phẩm. Đội setup chuẩn bị báo cáo đúng format, gửi cuối mỗi tuần. Review với quản lý nhà máy Nhật — xác nhận line ổn định sau 4 tuần.
Tình huống 3 — Máy đơn lẻ (máy đóng đai), theo dõi ngắn hơn: Máy đơn lẻ đơn giản hơn line — theo dõi 1–2 tuần thường đủ. Tuần 1: giám sát, chỉnh lực siết cho 2 mã đai, hướng dẫn vận hành thay cuộn đai. Tuần 2: người vận hành tự chạy, đội setup xác nhận ổn định → kết thúc giai đoạn theo dõi.
Lưu ý: Các tình huống trên mang tính minh họa. Thời gian và nội dung theo dõi cụ thể tùy thuộc vào quy mô và độ phức tạp của hệ thống.
Khi nào doanh nghiệp nên yêu cầu theo dõi sau setup?
Doanh nghiệp nên yêu cầu đơn vị setup cam kết theo dõi khi:
- Lắp đặt dây chuyền mới hoặc line phức tạp (nhiều máy, nhiều mã sản phẩm).
- Đội vận hành chưa có kinh nghiệm với máy mới — cần hỗ trợ chuyển tiếp.
- Sản phẩm đa dạng, chạy thử không thể phủ hết tất cả mã.
- Nhà máy Nhật/Hàn yêu cầu báo cáo theo dõi giai đoạn đầu.
- Muốn đảm bảo line đạt năng suất mục tiêu — không chỉ "chạy được" mà "chạy đúng".
- Thương lượng giai đoạn theo dõi ngay trong hợp đồng — trước khi ký, không phải sau khi phát sinh vấn đề.
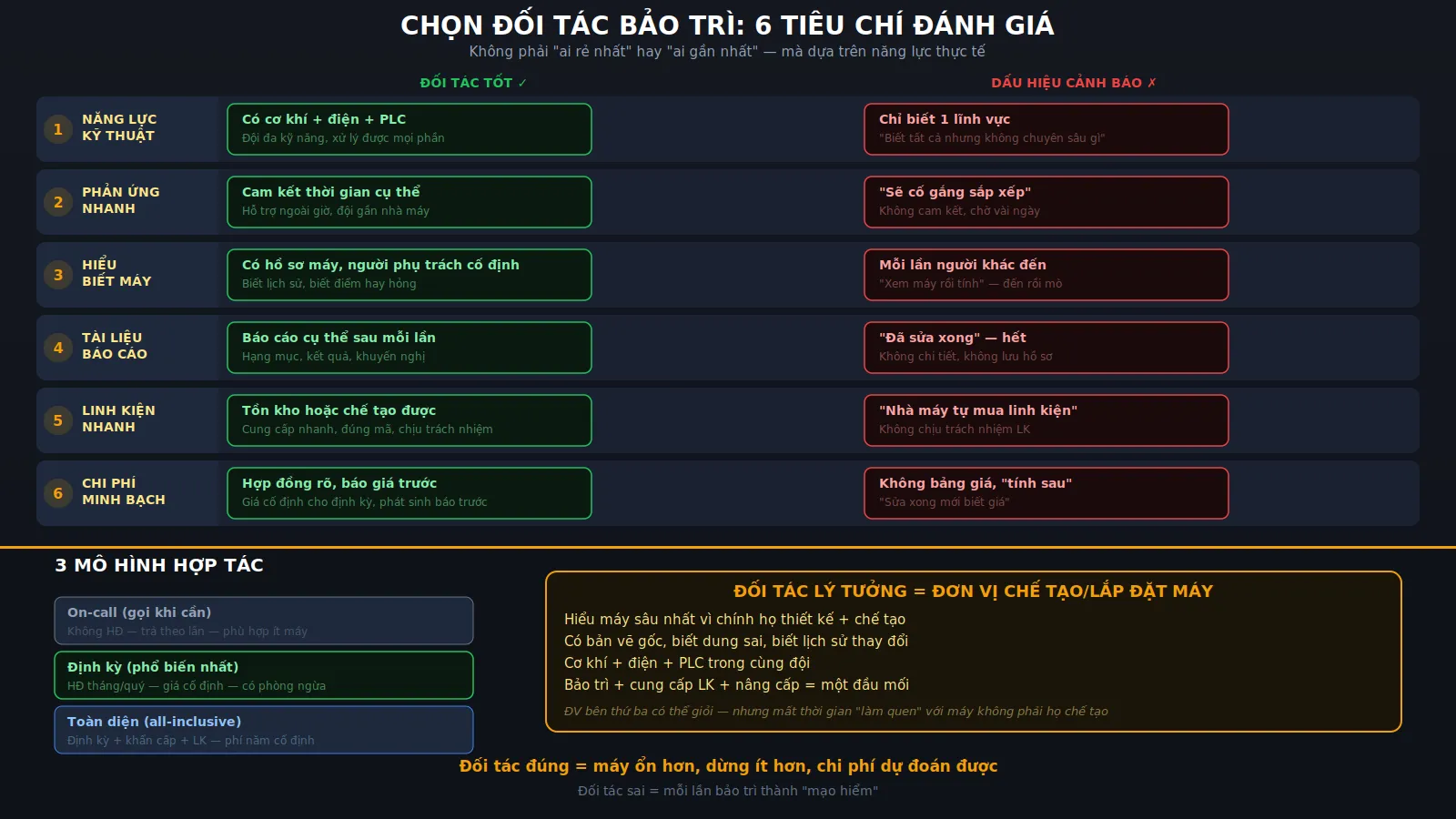
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Theo dõi sau setup hiệu quả nhất khi đội theo dõi chính là đội setup — vì hiểu máy, hiểu thông số, và biết vấn đề nào phải chỉnh ở đâu. Nếu đội setup "lắp xong đi về" và giao cho đội khác theo dõi → mất thời gian "chuyển giao kiến thức", rủi ro chỉnh sai.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Đội setup = đội theo dõi: Cùng người lắp đặt sẽ theo dõi 30 ngày đầu — không cần "chuyển giao" cho ai.
- Chỉnh thông số dựa trên dữ liệu thực tế: Không phải "đoán" — mà dựa trên sổ theo dõi hàng ngày/tuần.
- Đào tạo bổ sung tại chỗ: Khi phát sinh tình huống mới, đội setup hướng dẫn người vận hành ngay — không phải đợi đào tạo lại chính thức.
- Bàn giao "sổ thông số tối ưu": Sau 30 ngày, mỗi mã sản phẩm có bộ thông số đã chỉnh tinh — lưu trên HMI, không phải "mò lại từ đầu".
- Chuyển tiếp mượt sang bảo trì định kỳ: Sau 30 ngày → line ổn → chuyển sang chế độ bảo trì dây chuyền sản xuất định kỳ — cùng đơn vị, liền mạch.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Theo dõi sau setup là phần cam kết trong mỗi dự án lắp đặt — đảm bảo line không chỉ "chạy được" mà "chạy ổn định" trong điều kiện sản xuất thật.
Kết luận
Theo dõi sau setup trong 30 ngày đầu là giai đoạn chuyển tiếp — từ "đội setup hỗ trợ" sang "nhà máy tự vận hành". Tuần 1 cần có mặt, tuần 2 hỗ trợ từ xa, tuần 3–4 standby — đó là lộ trình chuyển giao an toàn. Những vấn đề phát sinh trong 30 ngày này là bình thường — quan trọng là phát hiện, ghi nhận, và xử lý — để từ ngày 31 trở đi, line chạy ổn định mà không cần ai bên cạnh.
Nếu doanh nghiệp cần đơn vị setup có cam kết theo dõi giai đoạn đầu, AKS-VINA sẵn sàng hỗ trợ — từ lắp đặt đến khi line thật sự ổn định.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.