Thiết kế máy chống lỗi thao tác: giảm phụ thuộc tay nghề

Thiết kế máy chống lỗi thao tác: giảm phụ thuộc vào tay nghề công nhân
Trong nhiều nhà máy, một phần đáng kể sản phẩm lỗi không đến từ máy hỏng hay nguyên liệu kém — mà đến từ thao tác sai của người vận hành. Nạp sản phẩm ngược hướng, quên bước, đặt lệch vị trí, nhấn nút sai thời điểm — những lỗi nhỏ này nhân lên hàng nghìn chu kỳ mỗi ca trở thành tỷ lệ phế phẩm đáng kể. Giải pháp thường thấy là đào tạo thêm, giám sát chặt hơn, hoặc phạt. Nhưng cách tiếp cận bền vững hơn là thiết kế máy chống lỗi thao tác — làm cho lỗi không thể xảy ra, hoặc xảy ra thì bị phát hiện ngay.
Bài viết này giúp doanh nghiệp hiểu nguyên tắc chống lỗi trong thiết kế máy, các cách triển khai thực tế, và vì sao đây là hướng đầu tư hiệu quả hơn so với việc liên tục giải quyết hậu quả.
Vì sao lỗi thao tác khó giải quyết bằng đào tạo?
Đào tạo là cần thiết, nhưng không đủ để loại bỏ lỗi thao tác. Lý do:
- Người vận hành mệt mỏi sau nhiều giờ thao tác lặp lại — tập trung giảm dần.
- Nhân sự thay đổi liên tục: người mới vào chưa quen, người cũ nghỉ, lại phải đào tạo lại.
- Ca đêm, cao điểm mùa vụ — tốc độ tăng, lỗi tăng theo.
- Một số lỗi rất tinh vi: sản phẩm đặt đúng nhưng lệch 3mm, thùng nạp đúng hướng nhưng nắp chưa gập kín — mắt thường khó phát hiện mỗi chu kỳ.
Nguyên tắc chống lỗi trong thiết kế máy (tiếng Nhật gọi là Poka-Yoke) tiếp cận vấn đề từ gốc: thay vì dựa vào sự cẩn thận của con người, hãy thiết kế để lỗi không thể xảy ra hoặc bị phát hiện tức thì.
Các cấp độ chống lỗi trong thiết kế máy
Chống lỗi thao tác không phải một tính năng duy nhất, mà là một cách tư duy xuyên suốt quá trình thiết kế. Có ba cấp độ:
Cấp 1: Ngăn lỗi xảy ra (Prevention) Thiết kế cơ khí hoặc logic điều khiển khiến thao tác sai không thể thực hiện được. Ví dụ: jig chỉ cho phép sản phẩm vào đúng một hướng — nạp ngược thì không vào được. Đây là cấp độ hiệu quả nhất.
Cấp 2: Phát hiện lỗi ngay khi xảy ra (Detection) Sensor hoặc logic PLC phát hiện thao tác sai và dừng máy trước khi xử lý. Ví dụ: sensor xác nhận sản phẩm đúng vị trí trong jig trước khi đầu bôi keo bắt đầu — nếu lệch, máy không chạy và HMI hiển thị cảnh báo.
Cấp 3: Cảnh báo để sửa trước khi ra thành phẩm (Warning) Hệ thống phát hiện bất thường và báo cho người vận hành sửa trước khi sản phẩm đi tiếp. Ví dụ: camera kiểm tra vị trí nhãn dán sau khi dán — nếu lệch, đèn cảnh báo sáng và sản phẩm bị đẩy sang lane kiểm tra thay vì đi thẳng vào đóng gói.
Thiết kế máy chống lỗi thao tác: các phương pháp phổ biến
Dưới đây là các phương pháp cụ thể thường được áp dụng khi thiết kế máy công nghiệp theo yêu cầu:
1. Jig fixture chống nạp ngược/nạp sai Thiết kế jig với hình dạng chỉ khớp đúng một hướng duy nhất. Sản phẩm có rãnh, lỗ, gờ bất đối xứng — jig tận dụng các đặc điểm này để chỉ cho phép nạp đúng. Nếu nạp sai, sản phẩm đơn giản là không vào được — không cần sensor, không cần logic phức tạp.
2. Sensor xác nhận vị trí trước khi máy chạy Trước mỗi chu kỳ, sensor kiểm tra: sản phẩm có ở đúng vị trí không? Đúng tư thế không? Đủ số lượng chưa? Chỉ khi tất cả điều kiện đạt, PLC mới cho máy chạy. Thiếu một điều kiện — máy dừng, HMI hiển thị cụ thể điều kiện nào chưa đạt.
3. Trình tự bắt buộc (sequence interlock) PLC kiểm soát trình tự: bước 1 phải hoàn thành rồi mới được chuyển sang bước 2. Người vận hành không thể "bỏ qua" một bước hoặc làm sai thứ tự. Ví dụ: phải đóng cửa bảo vệ → đặt sản phẩm vào jig → sensor xác nhận → mới được bấm Start.
4. Cơ cấu cấp sản phẩm tự động Loại bỏ hoàn toàn khâu nạp tay. Khi sản phẩm được cấp tự động từ công đoạn trước (qua băng tải, cơ cấu đẩy, hệ thống hút), biến số "người nạp sai" bị loại bỏ. Đây là giải pháp triệt để nhất nhưng cần đầu tư cơ cấu cấp phù hợp.
5. Giao diện HMI hướng dẫn từng bước Với máy bán tự động hoặc máy cần thao tác thủ công ở một số bước, HMI hiển thị hướng dẫn trực quan: bước tiếp theo là gì, sản phẩm đặt hướng nào, chờ gì trước khi bấm. Giảm sai lỗi do nhớ sai hoặc bỏ bước, đặc biệt hữu ích cho nhân sự mới.
6. Kiểm tra đầu ra tự động Sau khi máy xử lý, hệ thống kiểm tra tự động (sensor, camera, cân) đánh giá sản phẩm. Sản phẩm không đạt bị loại tự động, không lọt vào thành phẩm. Đây là "lưới an toàn" cuối cùng khi các lớp phòng ngừa phía trước chưa chặn hết.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Máy dán băng keo tự động với thùng carton nhiều kích cỡ: Lỗi thường gặp: công nhân nạp thùng vào máy dán khi nắp chưa gập hết, hoặc nạp đầu sai. Giải pháp chống lỗi: cơ cấu dẫn hướng ở đầu vào chỉ cho phép thùng vào đúng hướng, sensor kiểm tra nắp thùng đã gập trước khi đầu dán hoạt động, HMI cảnh báo "nắp thùng chưa đóng" nếu sensor không xác nhận.
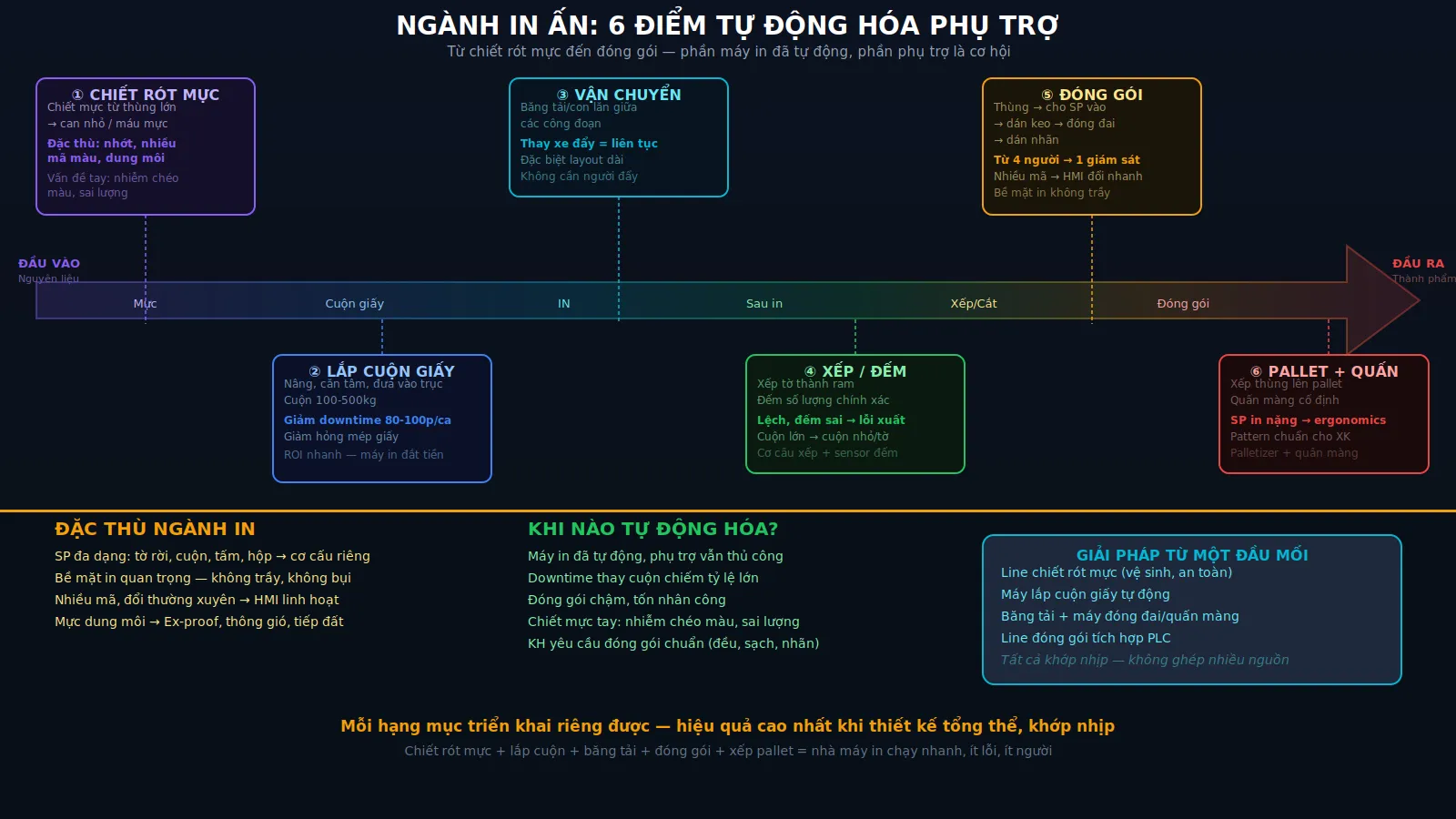
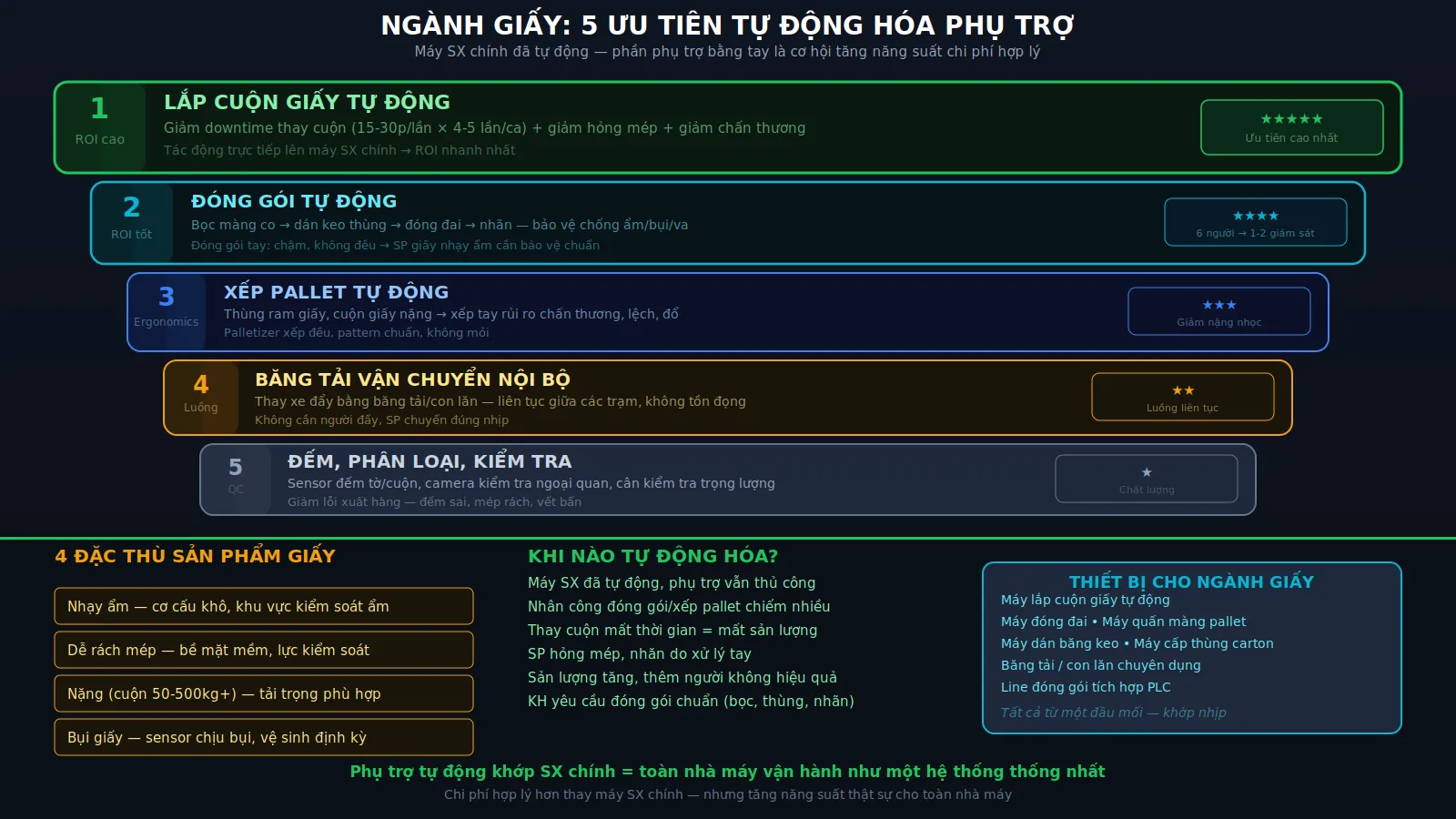
Tình huống 2 — Máy lắp cuộn giấy tự động: Cuộn giấy phải được lắp đúng chiều quay. Nếu lắp ngược, sản phẩm in sai mặt. Giải pháp: jig lắp cuộn thiết kế chỉ khớp một chiều (lợi dụng đường kính lõi khác nhau hai đầu hoặc rãnh định vị). Lắp ngược thì cuộn không vào trục — lỗi bị ngăn ngay ở khâu cơ khí.
Tình huống 3 — Line đóng gói với nhiều mã sản phẩm: Mỗi mã cần thông số đóng đai/quấn màng khác nhau. Lỗi thường gặp: nhân viên quên chuyển chương trình khi đổi mã. Giải pháp: HMI kết hợp barcode scanner — quét mã sản phẩm trước khi chạy, PLC tự chọn chương trình phù hợp. Không phụ thuộc vào việc người vận hành nhớ chuyển.
Lưu ý: Các tình huống trên mang tính minh họa. Phương pháp chống lỗi cụ thể tùy thuộc vào sản phẩm, quy trình và mức độ tự động hóa.
Khi nào doanh nghiệp nên sử dụng giải pháp này?
Thiết kế chống lỗi nên được tích hợp trong mọi máy tự động, nhưng đặc biệt cấp thiết khi:
- Tỷ lệ sản phẩm lỗi do thao tác sai chiếm tỷ trọng đáng kể so với tổng lỗi.
- Nhân sự vận hành thay đổi thường xuyên — người mới chưa quen, lỗi tăng.
- Nhà máy chạy nhiều ca, đặc biệt ca đêm khi tập trung giảm.
- Sản phẩm có giá trị cao — mỗi sản phẩm lỗi là tổn thất lớn.
- Khách hàng yêu cầu tỷ lệ lỗi rất thấp (đặc biệt nhà máy cung cấp cho đối tác Nhật, Hàn).
- Đang cải tiến dây chuyền sản xuất hoặc nâng cấp máy bán tự động — cơ hội tích hợp chống lỗi ngay trong lần thiết kế lại.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Chống lỗi thao tác không phải "thêm sensor và jig vào máy sẵn". Nó đòi hỏi hiểu sâu ba thứ cùng lúc: sản phẩm (hình dạng, biến thể, đặc tính), quy trình (trình tự thao tác, các lỗi hay gặp), và máy (cơ khí, điều khiển, vị trí lắp sensor). Nếu ba phần này do ba đơn vị khác nhau phụ trách, giải pháp chống lỗi thường không đồng bộ.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Chống lỗi tích hợp từ giai đoạn thiết kế: Jig chống nạp sai, sensor xác nhận vị trí, trình tự interlock — tất cả được đưa vào bản vẽ ngay từ đầu, không phải "bổ sung sau khi phát hiện lỗi".
- Thử nghiệm với mẫu sản phẩm thật: AKS-VINA tiếp nhận mẫu sản phẩm để thiết kế jig và vị trí sensor phù hợp — bao gồm tất cả biến thể, không chỉ mã phổ biến nhất.
- Logic chống lỗi trong chương trình PLC: Trình tự bắt buộc, điều kiện kiểm tra trước khi chạy, mã lỗi cụ thể trên HMI — được lập trình đồng bộ với phần cơ khí.
- Cải tiến liên tục: Sau khi máy chạy sản xuất thật, nếu phát hiện loại lỗi mới, đơn vị chế tạo có thể bổ sung giải pháp chống lỗi vì nắm rõ bản vẽ và chương trình gốc.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Tư duy chống lỗi được áp dụng xuyên suốt từ thiết kế jig, bố trí sensor, lập trình PLC đến thiết kế giao diện HMI — đảm bảo máy phù hợp với cả sản phẩm lẫn người vận hành.
Kết luận
Thiết kế máy chống lỗi thao tác là cách tiếp cận bền vững để giải quyết vấn đề lỗi do con người — thay vì phạt, đào tạo lại, hoặc giám sát chặt hơn. Khi máy được thiết kế để lỗi không thể xảy ra hoặc bị phát hiện ngay, tỷ lệ sản phẩm đạt ổn định bất kể ai vận hành, ca nào, mùa nào.
Đây không phải tính năng xa xỉ — mà là khoản đầu tư thu hồi nhanh qua việc giảm phế phẩm, giảm thời gian dừng máy xử lý lỗi, và giảm chi phí đào tạo liên tục.
Nếu doanh nghiệp đang gặp vấn đề về lỗi do thao tác hoặc muốn tích hợp chống lỗi vào máy mới, AKS-VINA sẵn sàng khảo sát và tư vấn.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.