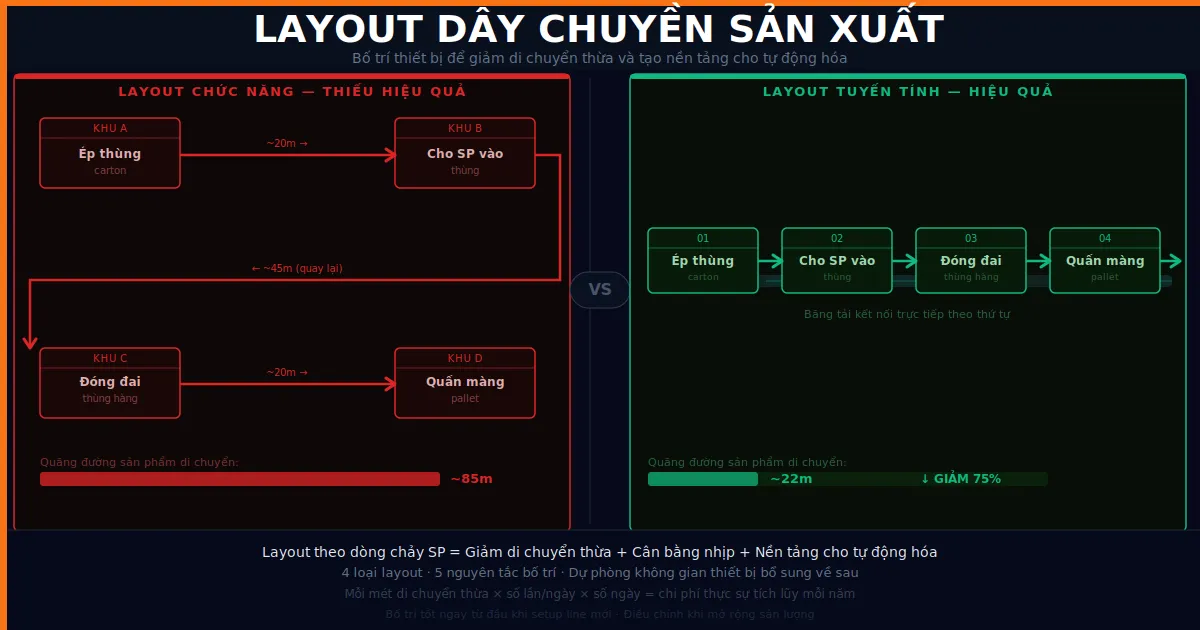
Tự động ra hàng sau gia công: tối ưu nhân công cuối line
Tự động ra hàng sau công đoạn gia công: tối ưu nhân công cuối line
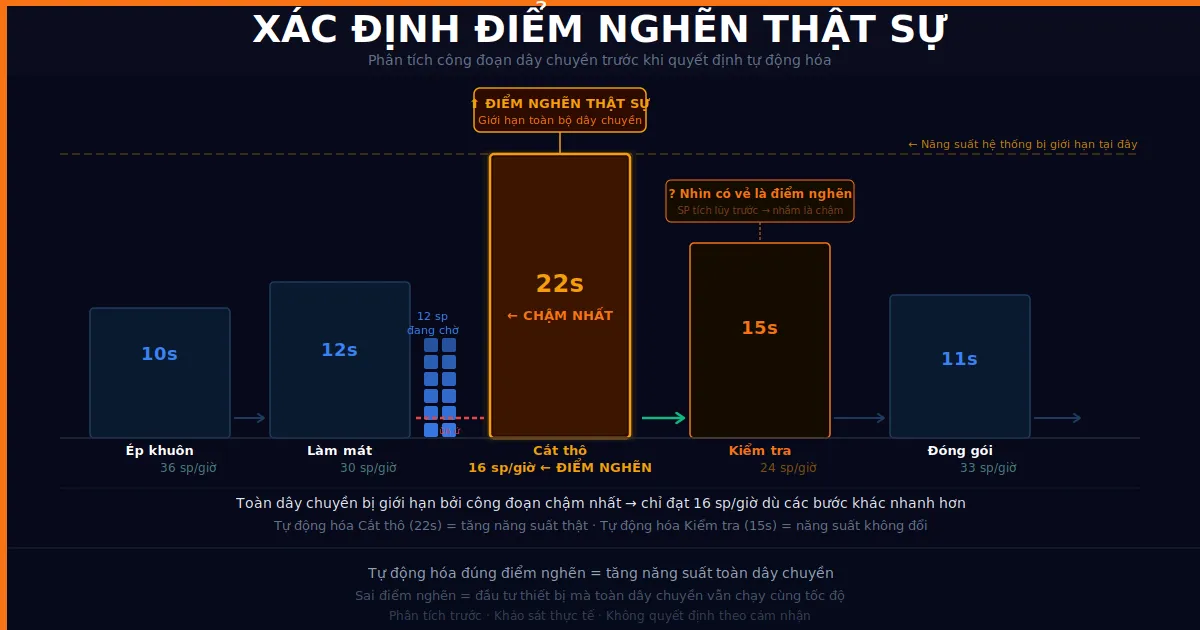
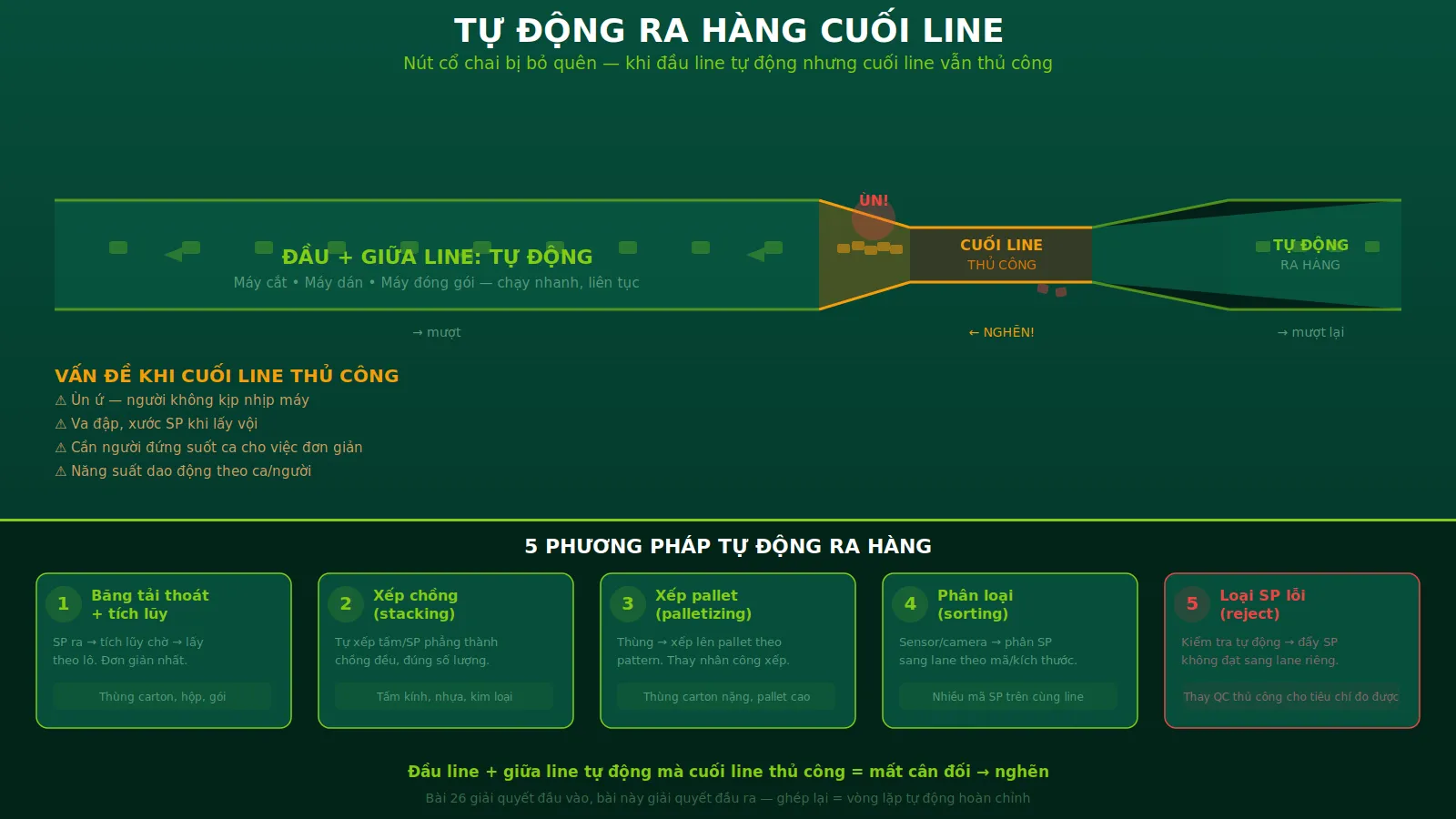
Nhiều dây chuyền được tự động hóa ở phần gia công, nhưng cuối line vẫn có một hoặc nhiều công nhân đứng lấy sản phẩm ra bằng tay: lấy thùng từ máy đóng đai đặt lên pallet, lấy tấm từ máy cắt xếp vào chồng, lấy chai từ line chiết rót xếp vào thùng. Phần đầu line chạy tự động, nhưng phần cuối vẫn thủ công — và đó thường là điểm nghẽn không ai để ý cho đến khi sản phẩm bắt đầu ùn lại.
Tự động ra hàng là giải pháp thay thế thao tác lấy sản phẩm thủ công sau gia công bằng cơ cấu tự động: thoát sản phẩm khỏi máy, xếp/đếm/phân loại, và chuyển sang công đoạn tiếp theo hoặc vị trí lưu trữ — liên tục, đúng nhịp, không cần người trực.
Vì sao khâu ra hàng cuối line thường bị bỏ qua?
Khi đầu tư tự động hóa, doanh nghiệp thường tập trung vào phần "xử lý": máy cắt, máy dán, máy đóng gói. Phần cấp phôi đầu vào cũng được chú ý vì ảnh hưởng trực tiếp đến nhịp máy. Nhưng phần ra hàng cuối line thường bị xem là "đơn giản, công nhân lấy ra là xong".
Trên thực tế, khâu ra hàng thủ công gây ra nhiều vấn đề:
Ùn ứ khi nhân công không kịp nhịp. Máy đóng đai cho ra 25 thùng/phút, nhưng công nhân chỉ xếp được 18 thùng/phút lên pallet — thùng ùn trên băng tải, phải dừng máy hoặc giảm tốc.
Sản phẩm bị va đập, xước khi lấy vội. Khi nhịp nhanh và áp lực cao, công nhân lấy nhanh dễ va sản phẩm vào nhau, rơi, hoặc xếp lệch — gây hỏng bề mặt hoặc đổ chồng.
Cần nhân sự cho vị trí ít tạo giá trị. Lấy sản phẩm ra và xếp — công việc đơn giản nhưng phải có người đứng suốt ca. Mỗi máy cần một người = tổng nhân sự cho khâu này lớn.
Năng suất dao động. Ca sáng lấy nhanh, ca đêm chậm. Người mới lấy chậm hơn người quen. Nhịp cuối line không ổn định kéo theo nhịp cả dây chuyền dao động.
Rủi ro chấn thương. Lấy sản phẩm nặng, nóng, hoặc mép sắc liên tục — tích lũy rủi ro theo thời gian.
Tự động ra hàng gồm những thành phần nào?
Tùy loại sản phẩm và công đoạn trước đó, hệ thống tự động ra hàng có thể gồm:
| Thành phần | Chức năng |
|---|---|
| Băng tải thoát | Đưa sản phẩm ra khỏi máy gia công, di chuyển đến vị trí tiếp theo |
| Cơ cấu xếp/chồng | Xếp sản phẩm thành chồng, thành hàng, hoặc vào khay/thùng tự động |
| Cơ cấu đếm | Đếm số sản phẩm đi qua, phân lô theo số lượng |
| Cơ cấu phân loại | Phân sản phẩm sang lane khác nhau theo mã, kích thước, hoặc kết quả kiểm tra |
| Cơ cấu loại bỏ sản phẩm lỗi | Đẩy/gạt sản phẩm không đạt sang lane riêng |
| Vùng tích lũy cuối line | Cho phép sản phẩm chờ khi xe nâng hoặc người chưa kịp lấy |
| PLC + sensor | Điều khiển trình tự, đếm, phân loại, phối hợp nhịp với máy chính |
Không phải mọi hệ thống đều cần tất cả thành phần — phạm vi phụ thuộc vào sản phẩm, nhịp, và yêu cầu cụ thể.
Các phương pháp tự động ra hàng phổ biến
1. Băng tải thoát + vùng tích lũy Đơn giản nhất: sản phẩm ra khỏi máy lên băng tải, di chuyển đến cuối line, tích lũy chờ người lấy hoặc xe nâng. Giảm áp lực phải lấy ngay, tạo vùng đệm. Người vận hành có thể lấy theo lô thay vì từng cái.
2. Cơ cấu xếp chồng tự động (stacking) Sản phẩm dạng tấm, dạng phẳng — cơ cấu tự động xếp thành chồng đều, đúng hướng, đúng số lượng. Thay thế công nhân xếp tay — nhanh hơn, đều hơn, không xước bề mặt.
3. Cơ cấu xếp thùng lên pallet (palletizing) Thùng carton sau đóng gói cần xếp lên pallet theo pattern nhất định. Cơ cấu xếp tự động (robot palletizer hoặc cơ cấu cơ khí) thay thế nhân công xếp tay — đặc biệt hiệu quả khi thùng nặng hoặc pallet cao.
4. Phân loại tự động (sorting) Sản phẩm sau gia công được phân sang các lane khác nhau: theo mã sản phẩm, theo kích thước, hoặc theo kết quả kiểm tra (đạt/không đạt). Sensor hoặc camera phát hiện, cơ cấu đẩy/gạt phân luồng, PLC điều khiển.
5. Loại bỏ sản phẩm lỗi (reject) Sensor hoặc camera kiểm tra sản phẩm sau gia công. Sản phẩm không đạt bị đẩy ra lane riêng — không lọt vào lô thành phẩm. Thay thế khâu QC thủ công cho những tiêu chí đo được tự động.
Ví dụ ứng dụng trong nhà máy sản xuất
Tình huống 1 — Cuối line đóng gói: thùng carton ra khỏi máy đóng đai Hiện tại: một công nhân đứng cuối máy đóng đai, lấy thùng đặt lên pallet, xếp theo pattern. Khi nhịp nhanh, thùng ùn, phải gọi thêm người. Giải pháp: băng tải con lăn thoát nối với vùng tích lũy, kết hợp cơ cấu đẩy xếp thùng lên pallet theo lớp. Người vận hành chỉ cần thay pallet khi đầy.
Tình huống 2 — Tấm kính sau máy cắt cần xếp chồng theo mã kích thước Hiện tại: hai công nhân lấy tấm từ bàn cắt, phân loại theo kích thước, xếp vào chồng tương ứng. Tấm nặng, dễ xước. Giải pháp: hệ thống unload tự động — giác hút lấy tấm, sensor nhận diện kích thước, cơ cấu xếp vào chồng đúng mã. Không cần người chạm vào tấm.
Tình huống 3 — Sản phẩm nhỏ sau kiểm tra cần phân loại đạt/không đạt Hiện tại: nhân viên QC nhìn bằng mắt, lấy sản phẩm lỗi ra. Tốc độ line nhanh, dễ bỏ sót. Giải pháp: camera hoặc sensor kiểm tra tự động + cơ cấu đẩy sản phẩm lỗi sang lane reject. Sản phẩm đạt tiếp tục đi đóng gói.
Lưu ý: Các tình huống trên mang tính minh họa. Phương pháp và cấu hình cụ thể tùy thuộc vào sản phẩm và dây chuyền thực tế.
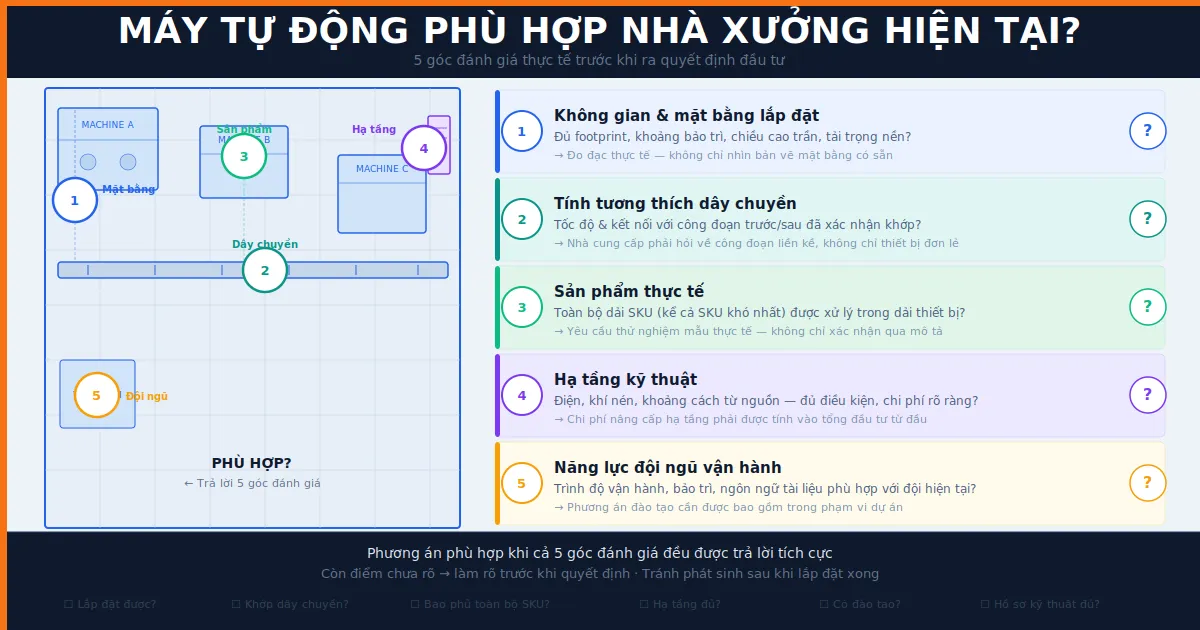
Khi nào doanh nghiệp nên đầu tư tự động ra hàng?
Doanh nghiệp nên cân nhắc khi:
- Cuối line có công nhân lấy sản phẩm thủ công và là điểm nghẽn — nhịp lấy không theo kịp nhịp máy.
- Sản phẩm bị hỏng bề mặt, va đập khi lấy vội hoặc xếp vội.
- Mỗi máy cần một người chỉ để lấy sản phẩm ra — tổng nhân sự lớn cho công việc đơn giản.
- Cần phân loại sản phẩm sau gia công (theo mã, kích thước, hoặc chất lượng) mà thao tác thủ công chậm hoặc hay sai.
- Sản phẩm nặng, nóng, hoặc có mép sắc — rủi ro chấn thương khi lấy tay.
- Đang setup line sản xuất mới hoặc cải tiến dây chuyền sản xuất — cơ hội tích hợp ra hàng tự động ngay từ đầu.
- Đã tự động cấp phôi đầu vào nhưng cuối line vẫn thủ công — mất cân đối.
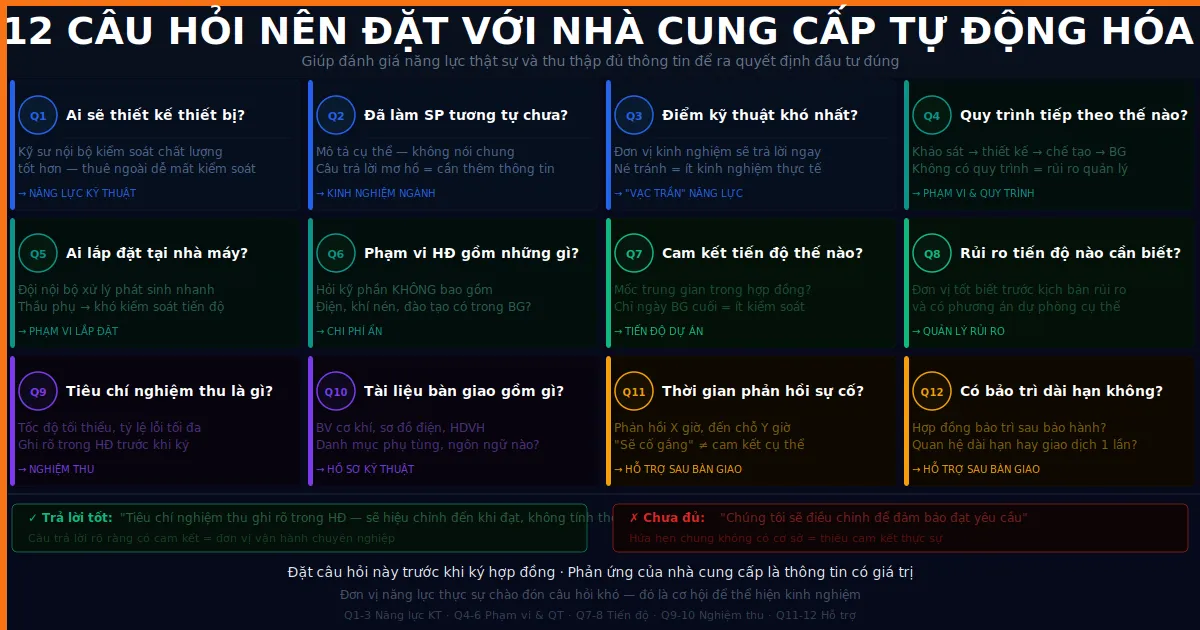
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Cơ cấu ra hàng phải khớp chính xác với máy gia công phía trước — về nhịp, chiều cao, hướng thoát, và cách sản phẩm ra (rơi tự do, trượt, đẩy, hay hút). Nếu đơn vị thiết kế phần ra hàng không hiểu máy chính, sản phẩm sẽ ra nhưng không vào đúng cơ cấu xếp — lại cần người can thiệp.
Khi làm việc với đơn vị có năng lực toàn diện như AKS-VINA, doanh nghiệp nhận được:
- Thiết kế đồng bộ đầu vào — xử lý — đầu ra: Cấp phôi, máy chính, và ra hàng được tính toán như một hệ thống, không phải ba phần rời.
- Thử nghiệm với sản phẩm thật: Chạy thử toàn bộ dây chuyền bao gồm phần ra hàng, với sản phẩm doanh nghiệp cung cấp.
- Tích hợp PLC cho toàn line: Tín hiệu ra hàng đồng bộ với máy chính — khi máy dừng, ra hàng dừng theo; khi vùng tích lũy đầy, máy chính được báo giảm tốc.
- Thiết kế cho nhiều mã sản phẩm: Cơ cấu xếp/phân loại linh hoạt khi nhà máy chạy nhiều mã.
- Hỗ trợ sau lắp đặt: Theo dõi, tinh chỉnh, bảo trì dây chuyền sản xuất.
AKS-VINA là thương hiệu thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh, chuyên thiết kế, chế tạo máy công nghiệp theo yêu cầu; lắp đặt, setup, di chuyển, căn chỉnh và bảo trì dây chuyền sản xuất. Giải pháp tự động ra hàng là một phần trong năng lực setup line đóng gói, hệ thống packing, và hệ thống load/unload mà AKS-VINA cung cấp.
Kết luận
Tự động ra hàng không chỉ giảm nhân công cuối line — mà giải phóng cả dây chuyền khỏi điểm nghẽn cuối cùng. Khi phần đầu và giữa line đã tự động, phần cuối thủ công trở thành "nút cổ chai" kéo năng suất toàn line xuống. Tự động hóa khâu ra hàng giúp dây chuyền sản xuất tự động thực sự liền mạch — từ cấp phôi đến thành phẩm.
Bài 26 (cấp phôi) giải quyết đầu vào, bài này giải quyết đầu ra — hai bài ghép lại hoàn thiện vòng lặp tự động hóa cho máy chính.
Nếu cuối line đang là điểm nghẽn hoặc tốn nhân sự, AKS-VINA sẵn sàng khảo sát và đề xuất giải pháp ra hàng tự động phù hợp.
Liên hệ AKS-VINA:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11, Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.