Tự động hóa kho xưởng: băng tải, đóng gói và pallet hóa

Tự động hóa kho xưởng: băng tải, đóng gói và pallet hóa
Khu vực kho và xưởng xuất hàng là điểm mà nhiều nhà máy vẫn vận hành thủ công nhất — dù dây chuyền sản xuất phía trước đã được đầu tư bài bản. Hàng hóa ra khỏi máy rồi được người bê, xếp và đóng gói bằng tay, dẫn đến tốc độ xuất hàng không ổn định, tốn nhân công và dễ xảy ra sai sót. Tự động hóa kho xưởng không phải là một hệ thống duy nhất mà là sự phối hợp của ba cấu phần: băng tải vận chuyển, hệ thống đóng gói và pallet hóa — ba phần này hoạt động liên tục và đồng bộ để hàng hóa từ cuối dây chuyền đến khu vực xuất kho nhanh hơn và ít người hơn.
Bài viết này phân tích cách ba hệ thống này hoạt động cùng nhau, những điểm cần tính đến khi thiết kế tích hợp và cách nhà máy có thể bắt đầu từng bước.
Tại sao tự động hóa kho xưởng cần nhìn tổng thể ba hệ thống?
Một sai lầm phổ biến là đầu tư từng thiết bị rời lẻ mà không tính đến cách chúng kết nối: mua máy quấn màng pallet nhưng không có băng tải đưa pallet đến; có băng tải nhưng tốc độ không khớp với máy đóng gói phía sau; hoặc đóng gói xong nhưng pallet hóa vẫn phải xếp tay.
Khi ba hệ thống không đồng bộ, khu vực kho vẫn cần nhiều người để "bù" cho các điểm đứt đoạn. Tự động hóa kho xưởng hiệu quả đòi hỏi thiết kế tổng thể ngay từ đầu.
Hệ thống 1: Băng tải vận chuyển trong kho xưởng
Băng tải là xương sống của khu vực kho tự động — kết nối cuối dây chuyền sản xuất đến từng công đoạn đóng gói và xuất hàng. Trong kho xưởng, băng tải thực hiện ba nhiệm vụ chính:
Di chuyển sản phẩm theo nhịp: thay vì người bê từng thùng, sản phẩm di chuyển liên tục theo nhịp cài đặt — đồng đều và không phụ thuộc vào nhịp người.
Đệm (buffer) giữa các công đoạn: khi tốc độ đóng gói khác tốc độ sản xuất, băng tải đệm giúp hai bên không phải dừng chờ nhau.
Phân luồng: sản phẩm có thể được phân về các điểm đóng gói khác nhau theo loại, kích thước hoặc đích xuất kho.
Đặc thù trong tự động hóa kho xưởng là băng tải thường cần chịu tải thay đổi (thùng đầy, thùng rỗng), có điểm xoay hoặc nâng hạ theo layout thực tế và phải tích hợp được với tín hiệu điều khiển của máy đóng gói.
Hệ thống 2: Đóng gói tự động
Sau khi sản phẩm đến từ băng tải, hệ thống đóng gói thực hiện các bước chuẩn bị trước khi xếp pallet:
Cấp thùng carton: máy cấp thùng tự động mở và định hình thùng, giảm điểm thủ công đầu vào.
Đóng nắp và dán băng keo: máy dán băng keo tự động đóng nắp trên và dưới, đảm bảo chất lượng mối dán đồng đều.
Đóng đai: máy đóng đai siết đai quanh thùng hoặc kiện hàng với lực cài đặt, ổn định hàng hóa cho vận chuyển.
In và dán nhãn (nếu có): một số line tích hợp thêm in và dán nhãn mã vạch ngay trong quá trình đóng gói.
Hệ thống đóng gói hiệu quả khi các công đoạn này nối tiếp nhau qua băng tải ngắn, không có người đứng giữa các bước. Thùng vào từ đầu, ra ở cuối đã hoàn chỉnh sẵn sàng xếp pallet.
Hệ thống 3: Pallet hóa tự động
Pallet hóa là bước cuối trước khi hàng vào kho hoặc lên xe xuất hàng. Trong kho xưởng, pallet hóa thường gồm hai phần:
Xếp thùng lên pallet theo mẫu: thùng được xếp theo pattern đã cài đặt để tối ưu diện tích pallet và độ ổn định khi vận chuyển. Có thể thực hiện bằng robot palletizing hoặc cơ cấu cơ khí tùy sản lượng.
Quấn màng pallet: sau khi xếp xong, pallet được quấn màng để giữ chắc hàng hóa. Máy quấn màng pallet — bán tự động hoặc tự động tích hợp line — đảm bảo mỗi pallet được quấn đều và đủ lực.
Khi tốc độ pallet hóa khớp với tốc độ đóng gói, toàn bộ khu vực cuối line hoạt động liên tục mà không cần người đứng chờ tại từng điểm.
Sơ đồ luồng trong hệ thống tự động hóa kho xưởng tích hợp
Cuối dây chuyền sản xuất
↓
Băng tải vận chuyển
↓
[Máy cấp thùng carton]
↓
[Máy đóng nắp + dán băng keo]
↓
[Máy đóng đai]
↓
Băng tải đến khu pallet hóa
↓
[Xếp thùng lên pallet]
↓
[Máy quấn màng pallet]
↓
Khu vực xuất khoMỗi mũi tên là một băng tải hoặc cơ cấu chuyển — không có người đứng bê ở điểm nào.
Ví dụ ứng dụng trong nhà máy sản xuất
Một nhà máy sản xuất hàng tiêu dùng đang dùng 8–10 người cho toàn bộ khu vực cuối line và xuất hàng: mở thùng, đóng gói, đóng đai, bê ra khu pallet, xếp pallet và quấn màng thủ công. Khi đơn hàng tăng cao điểm, không đủ người và hay xảy ra lộn xộn.
Trong tình huống điển hình, thiết kế hệ thống băng tải kết nối liên hoàn từ cuối sản xuất đến máy cấp thùng, máy dán băng keo, máy đóng đai và máy quấn màng pallet có thể giúp giảm đáng kể số người đứng trực tại khu vực này, hỗ trợ ổn định tốc độ xuất hàng không phụ thuộc vào số người có mặt trong ca và góp phần giảm sai sót trong đóng gói và xếp pallet. Kết quả cụ thể tùy theo sản lượng và điều kiện thực tế của kho xưởng.
So sánh: kho xưởng vận hành thủ công và kho xưởng tự động hóa tích hợp
| Tiêu chí | Kho xưởng thủ công | Kho xưởng tự động hóa |
|---|---|---|
| Tốc độ xuất hàng | Phụ thuộc số người | Ổn định theo nhịp máy |
| Nhân công cuối line | Nhiều, phân tán | Ít hơn, giám sát tổng thể |
| Chất lượng đóng gói | Biến động theo ca | Nhất quán theo cài đặt |
| Khả năng tăng tốc khi cần | Hạn chế bởi người | Điều chỉnh nhịp máy |
| Chi phí đầu tư | Thấp, không cần thiết bị | Trung bình – cao tùy quy mô |
| Phù hợp khi | Sản lượng thấp, linh hoạt cao | Sản lượng ổn định, cần đồng đều |
Những điểm cần lưu ý khi thiết kế hệ thống tự động hóa kho xưởng tích hợp
Tốc độ đồng bộ giữa các hệ thống: tốc độ băng tải, máy đóng gói và máy pallet hóa cần được tính toán để không có điểm bị tắc nghẽn hoặc chờ.
Layout kho xưởng: vị trí các máy, hướng băng tải và vùng pallet cần được lên bản vẽ trước để thiết bị vừa không gian và luồng vật tư hợp lý.
Phương án xử lý khi có sự cố: nếu một máy trong line dừng, toàn bộ line phía sau bị ảnh hưởng. Cần có phương án đệm và quy trình xử lý sự cố nhanh.
Khả năng thay đổi sản phẩm: nếu kho xưởng xử lý nhiều kích thước thùng hoặc loại sản phẩm khác nhau, thiết bị cần có khả năng điều chỉnh dễ dàng.
Khi nào doanh nghiệp nên đầu tư tự động hóa kho xưởng tích hợp?
Đầu tư tích hợp ba hệ thống phù hợp khi:
- Khu vực cuối line và xuất hàng đang tốn nhiều nhân công nhất trong toàn bộ nhà máy.
- Tốc độ xuất hàng không ổn định, phụ thuộc vào số người có mặt trong ca.
- Muốn xây dựng dây chuyền sản xuất tự động liên hoàn từ sản xuất đến xuất kho.
- Đang cải tiến dây chuyền sản xuất và muốn mở rộng sang khu vực kho xưởng.
- Khu vực kho xưởng đang là điểm nghẽn khi đơn hàng tăng cao.
Lợi ích khi làm việc với đơn vị có năng lực thiết kế, chế tạo và lắp đặt
Hệ thống tự động hóa kho xưởng tích hợp chỉ hoạt động hiệu quả khi ba hệ thống được thiết kế để phối hợp với nhau — tốc độ khớp, tín hiệu điều khiển đồng bộ và layout hợp lý. Mua từng máy rời rồi ghép lại thường dẫn đến các điểm đứt đoạn mà vẫn cần người bù.
AKS-VINA (thuộc Công ty TNHH Sản xuất, Dịch vụ và Thương mại An Khánh) cung cấp đầy đủ các thiết bị trong cụm tự động hóa kho xưởng:
- Máy cấp thùng carton, máy dán băng keo, máy đóng đai — cụm đóng gói hoàn chỉnh.
- Máy quấn màng và máy quấn màng pallet — cụm pallet hóa.
- Năng lực setup line sản xuất tổng thể, thiết kế và lắp đặt hệ thống băng tải kết nối đồng bộ.
- Thiết kế và chế tạo máy công nghiệp theo yêu cầu khi cần cấu hình đặc thù cho kho xưởng.
Nhờ đó, nhà máy có một đầu mối thiết kế và triển khai toàn bộ hệ thống tự động hóa kho xưởng từ khảo sát đến vận hành.
Kết luận
Tự động hóa kho xưởng hiệu quả nhất khi được nhìn nhận là một hệ thống tích hợp gồm băng tải, đóng gói và pallet hóa hoạt động đồng bộ — không phải ba thiết bị riêng lẻ ghép lại. Khi ba phần này phối hợp tốt, hàng hóa chạy liên tục từ cuối sản xuất đến khu xuất kho với ít điểm can thiệp thủ công, tốc độ ổn định và chất lượng đóng gói nhất quán hơn.
Nếu bạn đang muốn thiết kế hoặc nâng cấp khu vực kho xưởng của nhà máy, hãy liên hệ AKS-VINA để được khảo sát và tư vấn hệ thống tích hợp phù hợp:
- Website: https://aksvina.com.vn/
- Email: Ankhanh@aksvina.com.vn
- Nhà xưởng: Lô A1-11 Cụm Công Nghiệp Dương Liễu, Xã Dương Hòa, TP Hà Nội.
Tin mới nhất
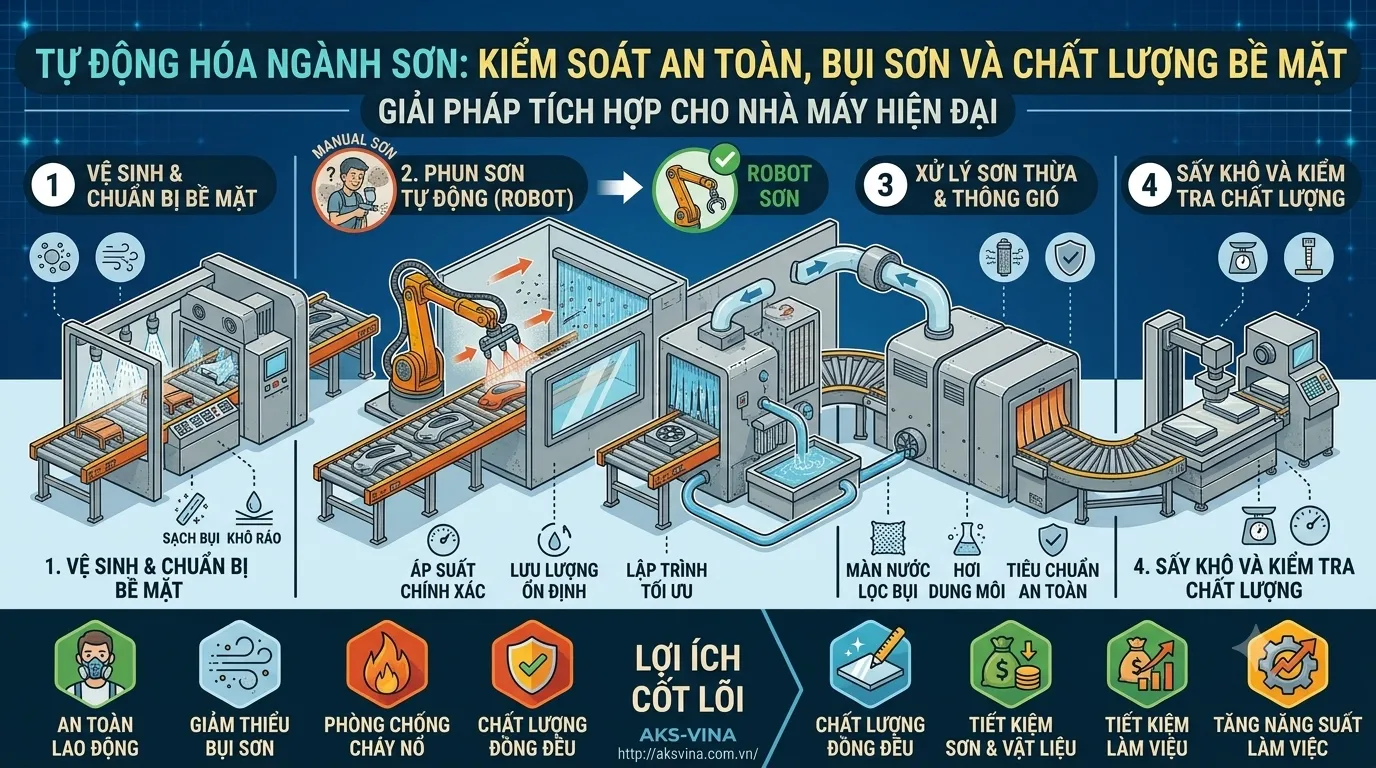
Tự Động Hóa Ngành Sơn: An Toàn, Bụi Sơn & Chất Lượng Bề Mặt
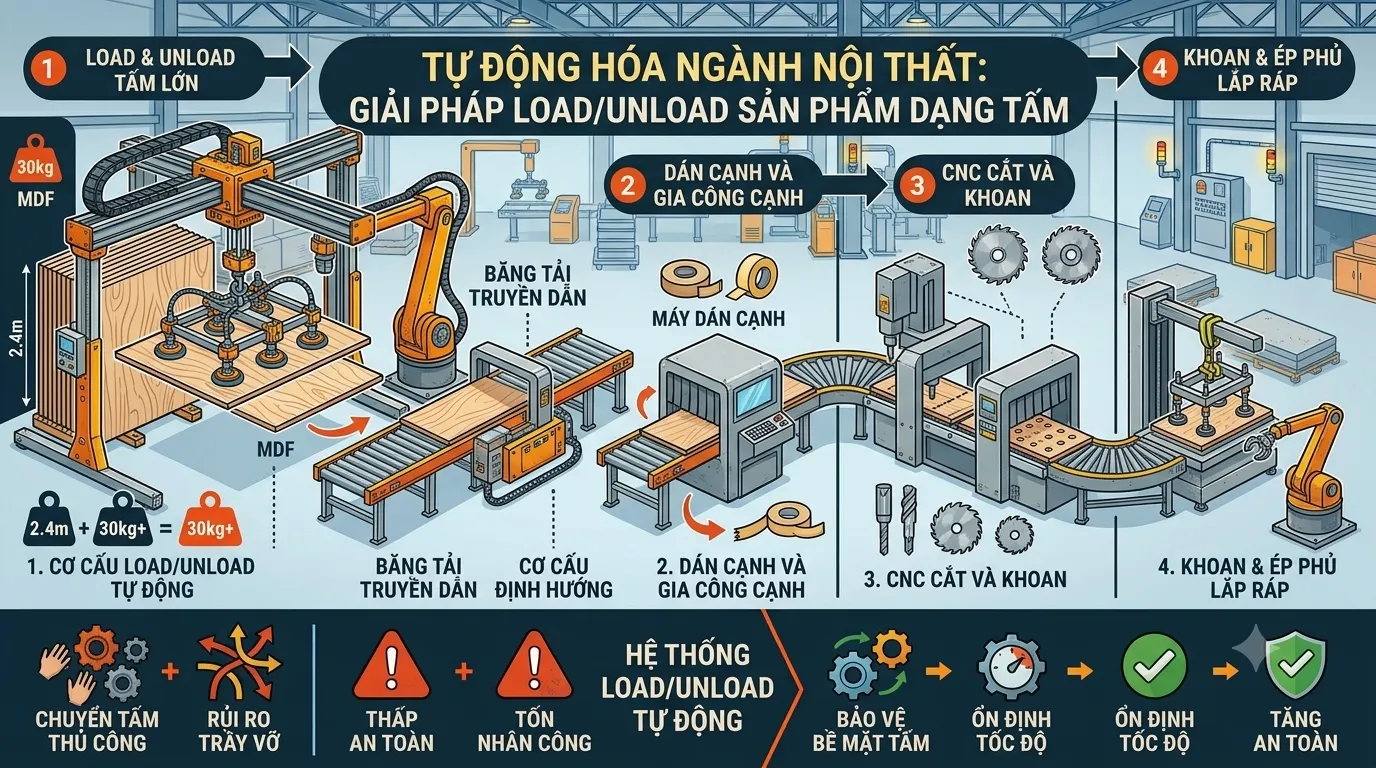
Tự động hóa ngành nội thất: load/unload sản phẩm dạng tấm
Tự động hóa kho xưởng: băng tải, đóng gói và pallet hóa
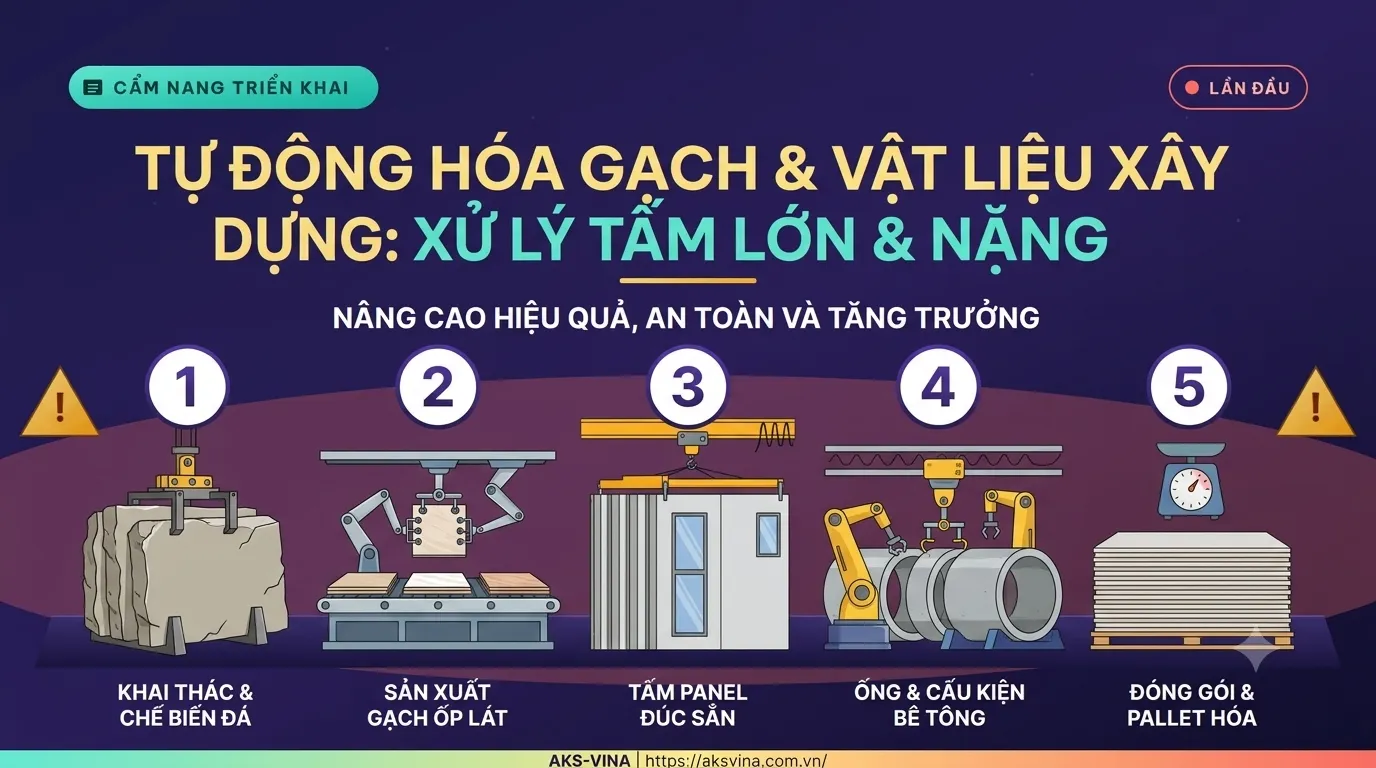
Tự động hóa ngành vật liệu xây dựng: sản phẩm nặng, kích thước lớn