Quản lý nhà máy: Những nguyên tắc quản lý kỹ thuật "sống còn" để vận hành ổn định và bền vững
Đã bao giờ bạn rơi vào tình cảnh này chưa:
Đó là 2 giờ sáng, điện thoại của bạn reo inh ỏi. Đầu dây bên kia là giọng nói gấp gáp của tổ trưởng ca đêm: "Anh ơi, máy nén khí chính bị dừng rồi, cả dây chuyền đóng gói đang đứng im, hàng sáng mai phải xuất đi cảng rồi. Giờ làm sao anh?"
Bạn lao đến nhà máy, kỹ thuật viên thì loay hoay không tìm ra nguyên nhân, vật tư thay thế thì lục tung kho không thấy. Kết quả? Đơn hàng trễ, khách hàng phàn nàn, chi phí tăng vọt vì phải tăng ca bù đắp và sửa chữa khẩn cấp.
Nếu câu chuyện này nghe quen thuộc, thì bạn không cô đơn đâu. Đây là nỗi đau chung của rất nhiều người làm công tác quản lý nhà máy, đặc biệt là ở các doanh nghiệp vừa và nhỏ (SME), nơi mà ranh giới giữa "quản lý" và "chữa cháy" thường rất mong manh.
Trong hơn 10 năm làm việc và tư vấn cho các doanh nghiệp sản xuất, tôi nhận ra rằng: Sự khác biệt giữa một nhà máy hoạt động trơn tru và một nhà máy luôn trong tình trạng hỗn loạn không nằm ở việc ai có máy móc xịn hơn. Nó nằm ở tư duy quản lý kỹ thuật.
Bài viết này sẽ không nói về những lý thuyết sáo rỗng. Chúng ta sẽ cùng nhau đi sâu vào những nguyên tắc "xương máu" giúp bạn chuyển dịch từ thế bị động sang chủ động trong việc quản lý nhà máy.
1. Chuyển dịch từ tư duy "Hư đâu sửa đó" sang "Bảo trì dự phòng"
Có một thực tế phũ phàng: Chi phí cho việc sửa chữa sự cố (Corrective Maintenance) thường đắt gấp 3 đến 5 lần chi phí bảo trì dự phòng (Preventive Maintenance). Nhưng tại sao nhiều nhà máy vẫn tiếc tiền bảo trì để rồi tốn tiền sửa chữa?
Cái bẫy của sự "tiết kiệm" ngắn hạn
Tôi từng làm việc với một giám đốc nhà máy sản xuất bao bì. Anh ấy rất tự hào vì cắt giảm được 20% ngân sách bảo trì hàng năm. "Máy đang chạy tốt, tháo ra làm gì cho tốn công, tốn tiền dầu mỡ," anh nói.
Sáu tháng sau, trục chính của máy in offset bị gãy do mỏi vật liệu (fatigue) mà không được phát hiện sớm. Nhà máy dừng hoạt động 1 tuần để đợi linh kiện từ nước ngoài về. Thiệt hại từ việc đền bù hợp đồng gấp 10 lần số tiền anh ấy đã "tiết kiệm" được.
Giải pháp: Kế hoạch hóa sự ổn định
Để quản lý nhà máy hiệu quả, kỹ thuật phải đi trước một bước.
-
Lập hồ sơ lý lịch máy: Mỗi thiết bị cần có một "bệnh án". Nó hỏng bao nhiêu lần? Nguyên nhân là gì? Tần suất thay dầu là bao lâu?
-
Chuyển từ Time-based sang Condition-based: Đừng chỉ bảo trì theo lịch (ví dụ: cứ 3 tháng thay 1 lần), hãy bảo trì dựa trên tình trạng (ví dụ: đo độ rung, nhiệt độ, tiếng ồn để quyết định thời điểm can thiệp).
-
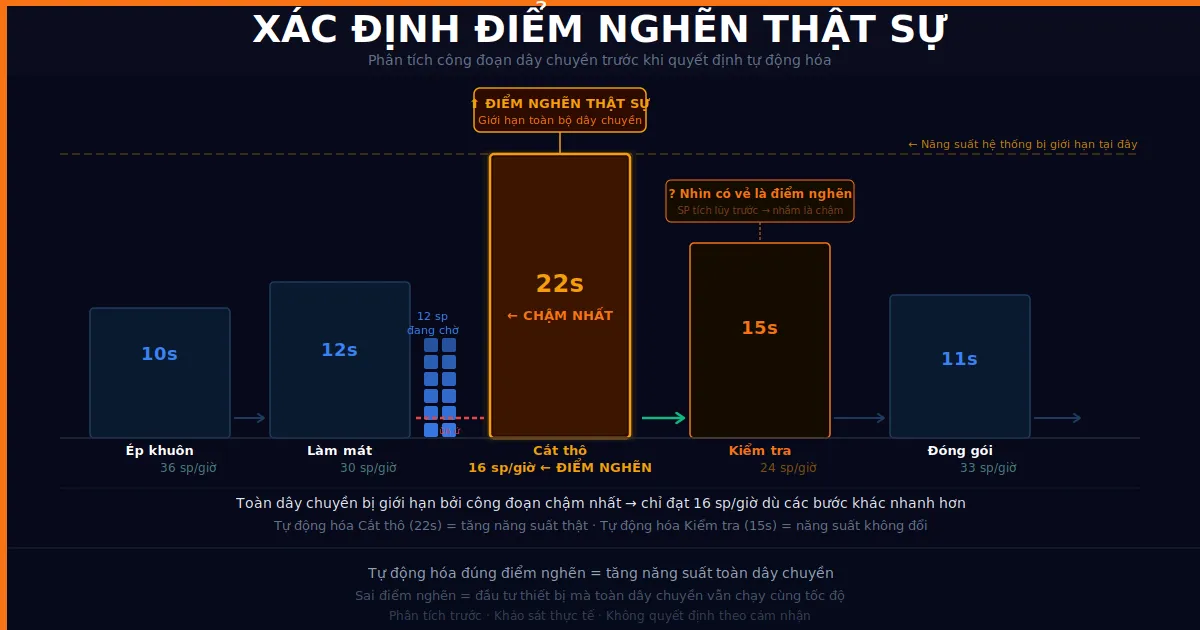
Nguyên tắc 80/20: Tập trung nguồn lực bảo trì kỹ lưỡng nhất cho 20% máy móc quyết định 80% sản lượng (máy nút thắt cổ chai).
Góc nhìn thực tế: Máy móc cũng như con người, "phòng bệnh hơn chữa bệnh". Một lịch bảo trì được tuân thủ nghiêm ngặt chính là "bảo hiểm" rẻ nhất cho lợi nhuận của bạn.
2. Chuẩn hóa quy trình (SOP) – Đừng để kỹ thuật nằm trong đầu "Ông A, Bà B"
Một trong những rủi ro lớn nhất của quản lý nhà máy tại Việt Nam là sự phụ thuộc vào con người cụ thể.
Bạn có một kỹ thuật viên trưởng tên là Hùng. Anh Hùng làm việc 15 năm, tiếng máy kêu "cạch" một cái là anh biết lỏng con ốc nào. Anh là "ngôi sao" của nhà máy. Nhưng chuyện gì xảy ra nếu ngày mai anh Hùng ốm, hoặc tệ hơn, anh ấy xin nghỉ việc sang công ty đối thủ?
Toàn bộ tri thức kỹ thuật sẽ ra đi cùng anh Hùng. Và nhà máy của bạn sẽ tê liệt.
Biến tri thức cá nhân thành tài sản công ty
Đây là lúc bạn cần áp dụng tư duy hệ thống:
-
Viết xuống mọi thứ: Đừng chỉ nói miệng. Hướng dẫn vận hành, hướng dẫn xử lý sự cố thường gặp, sơ đồ mạch điện... tất cả phải được văn bản hóa.
-
Trực quan hóa (Visual Management): Dán quy trình vận hành ngay tại máy. Sử dụng hình ảnh, video thay vì văn bản dài dòng. Một tấm ảnh chụp vị trí van cần mở sẽ hiệu quả hơn 1 trang giấy mô tả.
-
One Point Lesson (Bài học một điểm): Khi có một sự cố được khắc phục, hãy yêu cầu kỹ thuật viên viết lại bài học đó trên 1 trang giấy A4 và chia sẻ cho toàn đội.
Bằng cách này, bạn đang xây dựng một hệ thống mà người mới vào cũng có thể nắm bắt công việc nhanh chóng, giảm thiểu sự phụ thuộc vào "ngôi sao".
3. Quản lý kho vật tư kỹ thuật: Ranh giới giữa "Tiền chết" và "Cứu cánh"
Trong quản lý nhà máy, cuộc chiến giữa bộ phận Kỹ thuật và bộ phận Mua hàng/Tài chính chưa bao giờ kết thúc.
-
Kỹ thuật: "Cái gì cũng phải có sẵn trong kho, lỡ máy hỏng lấy gì thay?"
-
Tài chính: "Tồn kho vật tư kỹ thuật là tiền chết. Tại sao mua cái vòng bi 5 triệu về để 2 năm không dùng?"
Cả hai đều có lý. Nhưng để vận hành hiệu quả, chúng ta cần một điểm cân bằng.
Chiến lược phân loại tồn kho
Đừng quản lý tất cả vật tư như nhau. Hãy áp dụng ma trận rủi ro:
| Mức độ quan trọng | Dễ mua trên thị trường | Khó mua (nhập khẩu, đặt hàng lâu) |
| Máy hỏng là dừng toàn bộ (Critical) | Tồn kho tối thiểu, có nhà cung cấp cam kết giao ngay | BẮT BUỘC TỒN KHO (Đây là nhóm ưu tiên số 1) |
| Máy hỏng vẫn chạy được/có máy dự phòng | Không cần tồn kho, mua khi cần | Tồn kho mức thấp hoặc có kế hoạch đặt hàng sớm |
Câu chuyện thực tế:
Tôi từng tư vấn cho một nhà máy chế biến gỗ. Họ bị dừng máy cưa chủ lực 3 ngày chỉ vì thiếu một cái cảm biến trị giá 500.000 VNĐ. Nhưng trong kho của họ lại chứa đầy những motor cũ kỹ không bao giờ dùng đến.
Bài học: Rà soát lại kho vật tư ngay hôm nay. Bán thanh lý những thứ "rác" và đầu tư vào những linh kiện "sống còn".
4. Đào tạo đa kỹ năng (Multi-skilling) – Chìa khóa của sự linh hoạt
Trong một môi trường sản xuất hiện đại, khái niệm "Tôi là thợ điện thì tôi chỉ biết nối dây, việc cơ khí không phải của tôi" đã trở nên lỗi thời.
Để quản lý nhà máy tối ưu, bạn cần những nhân sự đa năng. Một người vận hành máy (operator) cũng cần biết những kiến thức bảo trì cơ bản (Autonomous Maintenance - Bảo trì tự quản).
Lợi ích của mô hình này là gì?
-
Phản ứng nhanh: Khi máy gặp sự cố nhỏ (kẹt liệu, lỏng ốc, bẩn cảm biến), người vận hành có thể xử lý ngay lập tức mà không cần đợi đội bảo trì chuyên nghiệp xuống. Điều này giảm thời gian chết (downtime) cực kỳ hiệu quả.
-
Gắn kết trách nhiệm: Khi người vận hành hiểu về máy, họ sẽ vận hành "nương tay" hơn, biết xót máy hơn.
-
Thăng tiến: Nhân viên cảm thấy được phát triển kỹ năng, giảm tỷ lệ nghỉ việc.
Hãy bắt đầu bằng những việc đơn giản: Đào tạo công nhân vận hành cách vệ sinh máy đúng cách, cách tra dầu mỡ, và cách nghe tiếng máy để phát hiện bất thường.
5. Ra quyết định dựa trên dữ liệu (Data-driven), không phải cảm tính
Thời đại 4.0, nếu bạn vẫn quản lý nhà máy bằng sổ tay và những báo cáo miệng kiểu "Hôm nay máy chạy cũng ổn anh ạ", thì bạn đang đi lùi.
"Ổn" là thế nào? Hiệu suất là bao nhiêu %? Tỷ lệ phế phẩm là bao nhiêu? Thời gian dừng máy chính xác là bao nhiêu phút?
Những con số biết nói
Để quản lý kỹ thuật hiệu quả, bạn cần theo dõi các chỉ số (KPIs) quan trọng:
-
MTBF (Mean Time Between Failures): Thời gian trung bình giữa 2 lần hỏng hóc. Chỉ số này càng cao, máy càng ổn định.
-
MTTR (Mean Time To Repair): Thời gian trung bình để sửa chữa. Chỉ số này càng thấp, đội kỹ thuật của bạn càng giỏi.
-
OEE (Overall Equipment Effectiveness): Hiệu suất tổng thể thiết bị. Đây là thước đo vàng cho sức khỏe nhà máy.
Bạn không nhất thiết phải đầu tư phần mềm triệu đô ngay lập tức. Hãy bắt đầu từ những file Excel được chuẩn hóa, yêu cầu ghi chép số liệu trung thực. Khi nhìn vào dữ liệu, bạn sẽ thấy những "điểm đen" mà mắt thường không thấy được. Ví dụ: Dữ liệu chỉ ra rằng máy đóng gói luôn hay hỏng vào chiều thứ 6. Tại sao? Có thể do công nhân mệt mỏi, hoặc do quy trình vệ sinh cuối tuần bị làm tắt.
Lời kết
Quản lý nhà máy, xét cho cùng, là nghệ thuật quản lý sự bất định. Chúng ta không thể ngăn cản hoàn toàn việc máy móc hỏng hóc, nhưng chúng ta hoàn toàn có thể kiểm soát cách chúng ta đối mặt với nó.
Năm nguyên tắc trên: Bảo trì dự phòng, Chuẩn hóa quy trình, Quản lý kho thông minh, Đào tạo con người và Dữ liệu hóa – chính là chiếc kiềng vững chắc giúp nhà máy của bạn đứng vững trước những biến động.
Hãy thử nhìn lại nhà máy của mình ngay ngày mai. Đừng cố gắng thay đổi tất cả cùng một lúc. Hãy bắt đầu từ việc nhỏ nhất: Kiểm tra lại lịch bảo trì của chiếc máy quan trọng nhất.
Bạn đang gặp khó khăn cụ thể nào trong việc quản lý kỹ thuật và vận hành tại nhà máy của mình? Hãy chia sẻ hoặc để lại câu hỏi, chúng ta sẽ cùng thảo luận sâu hơn về các giải pháp thực tế.